
KAIN RAYON PREMIUM DI CIKARANG 0812 9434 564
Toko KAIN MURAH JABABEKA adalah Distributor Kain Rayon Premium melayani penjualan secara grosir dan eceran terutama di Cikarang Kabupaten Bekasi. Beberapa jenis kain proses printing maupun polosan juga seperti sbb: Kain rayon Viscose, Kain Rayon ( 30s, twill ) lebar 120 Cm, 150 Cm, Kain katun seperti ( biasa 30s, Jepang 40s, Stretch, kanvas, Rami dan Batik ) lebar 115 Cm 120Cm dan 150Cm, Katun Modal bahan sprei lebar 240Cm – 250Cm.

Kain Printing dan Dyeing diproduksi di Kawasan Industri Jababeka dan Toko Kain Murah Jababeka beralamat di Jl. Kancil 1 B42 Cikarang Baru, Kelurahan Sertajaya, Kecamatan Cikarang Timur, Kabupaten Bekasi masih wilayah Kawasan Industri Jababeka.
Dalam memasarkan hasil produksinya, KAIN MURAH JABABEKA melayani pelanggan individu, Konpeksi rumahan maupun Perusahaan di Seluruh Nusantara. Dalam perkembangannya, KAIN MURAH JABABEKA sudah bisa memenuhi permintaan Design dari pelanggan atau design yang disediakan dari perusahaan ke kota-kota besar di Indonesia .
Untuk penjualan online, pengiriman barang dari Daerah Kawasan Industri Jababeka Cikarang, Kabupaten Bekasi menggunakan jasa expedisi pengiriman barang sesuai permintaan pelanggan yang ada di Cikarang.
Perbedaan Kain Rayon dan Kain Rayon Viscose:
Kain rayon maupun viscose, diproduksi dalam proses yang sama tetapi bahan asal yang digunakan berbeda. Rayon bisa dibuat dengan selulosa dari berbagai tanaman sedangkan viscose dibuat dari bubur kayu. Rayon atau Viscose merupakan salah satu bahan utama untuk pembuatan benang dan selanjutnya diproses menjadi kain lembaran mentah ( greige ) menggunakan mesin weaving.
Alasan kenapa anda harus membeli Kain Rayon Premium, Viscose, Katun dan Batik Printing maupun Polosan di KAIN MURAH JABABEKA
- Sebagai distributor kusus kain tidak seri / jablak.
- Melayani pembelian serian yang ready atau cetak baru dengan ketentuan tersendiri
- Ketersediaan design dengan motif2 terkini dan banyak pilihan.
- Jual rol dengan panjang pariasi, jual grosir dan eceran
- Kami menjual Kain katun, Kain rayon, batik, sprei yang berkualitas diproduksi oleh perusaan textile besar dan ternama berada di Kawasan Industri Jababeka
- Pengalaman menjadi distributor Kain Katun & Rayon sejak 2008.
- Hasil produksi sudah tidak diragukan baik kualitas, kuantitas dan kecepatan produksi karena didukung mesin2 modern dan sumber daya manusia yang mumpuni
- Langsung dari sumber yaitu Pabrik Textile besar dan ternama di Kawasan Industri Jababeka Cikarang.
- Kualitas bahan dan printing yg kami jual sudah diinspeksi sesuai standart textile sehingga kualitas tidak diragukan oleh Pelanggan perusahaan di Tanah Abang, Bandung, Tasikmalaya, Tegal Gubuk dll.
- Harga murah dan kualitas menjadi komitmen kami
- Melayani offline maupun online
- Melayani pembelian & pengiriman ke seluruh Indonesia
- Pengiriman menggunakann jasa expedisi seperti: Dakota, JNE, Wahana, Sicepat, Indah Cargo dan lainnya.
Sebagai distributor kami sangat di untungan dengan dukungan kapasitas mesin produksi yang Modern berteknologi PLC System, Menggunakan mesin terkini yang efisien, efektif dan Produktive dengan tenaga kerja yg professional, serta garansi pengiriman produk lebih cepat. Sehingga pelanggan mendapatkan barang sesuai jangka waktu yang telah ditentukan.
Untuk meningkatkan produksi yang efisien dan efectif perusahaan ini telah memperbarui mesin produksi di bulan September 2020 dengan kapasitas tinggi. Mesin dari hasil pengembangan teknologi terkini dari hasil penelitian dari kekurangan mesin produksi sebelumnya dan diperbarui secara menyeluruh.
Dengan telah menggunakan Rotary Screen Printing Machine Modern, Wasing Machine After Printing dilenkapi dengan Drum Spray Wassing, Soaping Steamer membuat cucian bersih dan setiap washing box di control oleh Load Cell membuat kain minimal susut.
Sebagai distributor, kami sangat di untungkan karena bisa memberikan hasil produksi minim susut dan kualitas finishing lebih baik dari sebelumnya. Kecepatan produksi yang productive membuat motif-motif terbaru tidak tertinggal dari perusahaan textile lainnya.
Setiap ada motif yang trending pabrik ini bisa mengeluarkan lebih cepat dengan jumlah yang besar sehingga kami sebagai distributor juga kabagian lebih cepat. Bagi siapapun yang suka dengan berbisnis dari bahan textile terutama kain katun dan rayon, tidak salah kalau cari kain di Toko Kain Murah Jababeka.

Peluang Bisnis di mulai dari rumahan bidang textile terutama bahan ini, karena sangat cocok untuk daerah tropis. Kainnya yang adem dan cepat menyerap keringat kalau di gunakan bahan pakain.
Pangan, Sandang dan Papan adalah kebutuhan pokok manusia. Nggak salah memilih salah satu diantaranya. Bisnis berbahan katun dan kain rayon premium, viscose sangat menjanjikan. Usaha bisa dimulai dari kebutuhan keluarga, tetangga dan merambah keseluruh penjuru. Kita dapat melihat keberhasilan pengusaha textile, bisa besar dimulai dari hal yang kecil baik di pasar sampai ke pusat textile. Bahkan ada yang membuat pabrik sampai menjadi besar.
Meskipun dimulai bisnis dari rumahan namun keuntungan sangat menggiurkan. Hal yang sagat penting dalam usaha adalah minat dan tekat. Dengan kemajuan teknologi internet adalah memudahkan para pebisnis untuk memasarkan dagangannya yang tidak perlu keluar rumah.
Jangkauan lebih luas dan menembus kerumah-rumah denga biaya pemasaran lebih murah. Dengan demikian bisa bersaing dengan competitor lainnya.
Bagi para pemilik keahlian menjahit dengan membuka bisnis menjahit busana disesuaikan bahan yang digunakan. Kain Rayon Premium, viscose dan katun sangat cocok untuk Gamis, Daster, Piyama, mukena dan lai-lain. Sekarang jenis bahan Rayon Premium maupun Rayon Viscose lagi ternd.
Membuka bisnis menjahit cukup dengan bermodalkan mesin jahit dan kelengkapanya sudah dapat memulainya. Jenis usaha ini kecilmresiko kerugiannya asalkan di kerjakan dengan harti-hati dan serius.
Jangan kawatir kesediaan bahan katun dan rayon dengan matif-motif selalu terbaru dengan jumlah motif yang banyak memudahkan untuk memilih bahan dengan selara masing-masing.
Toko Kain Murah Jababeka sebagai agen kain dari kelebihan produksi tentu coraknya mewakili setiap selera Buyer. Para pengusaha jahit tentu punya selera sesuai yang digelutinya, maka pasti ada pilihannya.
Kain Murah Jababeka mencoba memberikan gambaran bagaimana proses kain textile e dari awal sampai menjadi barang siap dijadikan Busana.
I. Proses Spinning sampai jadi kain greige.
Artikel ini mejelasan tahapan sederhana yang dapat menjelaskan proses pembuatan bahan terutama kain rayon premium dan rayon lainya hingga proses bahan jadi. Sebagai gambaran proses produksi ini tidak sedetail proses sesungguhnya di perusahaan textile.
- Proses pemintalan benang textile ( spinning )
Spinning adalah suatu mesin yang memproses material roving yang dihasilkan mesin Roving menjadi benang single sesuai dengan nomor tertentu. Pengertian Roving adalah suatu mesin yang memproses sliver hasil mesin drawing menjadi roving dengan ukuran tertentu. Spinning atau pemintalan adalah mengubah serat rayon, viscose atau lainnya menjadi benang.

Benang terbuat dari serat-serat yang dikumpulkan dan digabungkan menjadi seperti tali yang memanjang, benang merupakan salah satu bahan utama pembuatan kain tenun
Kain rayon dan viscose.
Rayon merupakan bahan tekstil selulosa jenis cellulosic filament (CF) yang diperoleh dari ekstraksi serat bubur kayu larut atau dissolving pulp. Pada umumnya Industri textile sebenarnya sudah mengenal rayon sebagai sutra buatan. Tapi sekarang ini dalam pembuatan serat ini bisa dipilah menjadinkain rayon premium untuk memenuhi kebutuhan serat kapas yang diolah secara alami sehingga terbatas dalam skala produksi.
Indonesia memiliki keunggulan komparatif dalam industri rayon, karena pohon yang menjadi bahan Baku rayon di daerah tropis hanya memerlukan 5 hingga 8 tahun siap untuk dipanen. Hal itu berbeda dengan pohon kayu di negara nontropis yang memerlukan 25 hingga 80 tahun untuk dipanen. Setelah dipanen, kayu tersebut diolah menjadi pulp, kemudian diolah kembali menjadi viscose.
Kain rayon maupun viscose, diproduksi dalam proses yang sama tetapi bahan yang digunakan berbeda. Rayon bisa dibuat dengan selulosa dari berbagai tanaman sedangkan viscose dibuat dari bubur kayu. Rayon atau Viscose merupakan salah satu bahan utama untuk pembuatan benang dan selanjutnya diproses menjadi kain lembaran mentah ( greige ) menggunakan mesin weaving. Dalam proses ini, pembuatan kain bisa dijadikan kain rayon premium, kain rayon viscose tergantung kontuksi benang.
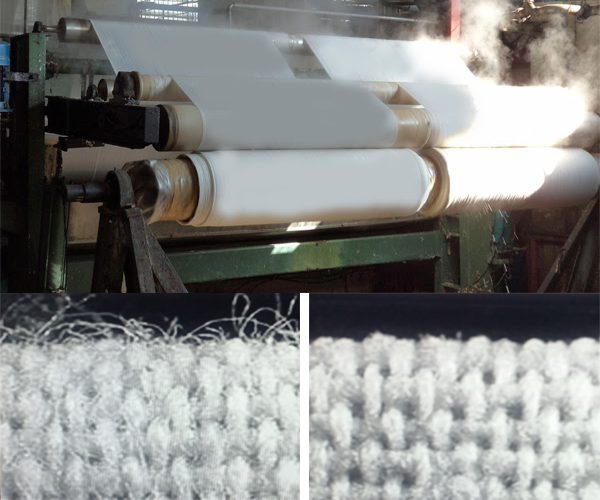
2. Weaving atau Penenunan.
Proses weaving adalah proses merajut dari helaian demi helaian benang menjadi lembaran kain mentah atau disebut greige.

Hasil proses weaving dari benang katun dan rayon berupa lembaran kain mentah berwarna alam ( kuningan ) permukaan kain terlihat berbulu dan agak kaku karena ada kandungan kanji. Di penenunan, menjadikan kain rayon premium ataupun kain rayon viscose dan lainya.
Lembar kain mentah ( greige ).
Perusahaan yang bergerak printing dan dyeing sangat membutuhkan kain greige. Salah satu perusahaan ternama ini membeli dari perusahaan pembuat kain greige terbesar dan ternama, karena perusahaan tersebut mempunyai kapasitas produksi besar dan bisa memproduksi banyak dan cepat. Dengan demikian perusahaan ini tindak mempunyai kendala ketika mendapat orderan besar dan butuh cepat.
Selain ketersediaan bahan baku yang cukup, kualitaspun kain bisa dijaga. Perusahaan ini tidak tergantung juga oleh satu perusahaan penyedia bahan baku. Paling tidak perusahaan ini mempunyai suplyer dari 4 perusahaan besar dikarenakan kebutuhan bahan baku besar.
II. Proses Pretreatmen atau Persiapan.
Bahan tekstil sebelum dicap harus melalui proses persiapan penyempurnaan. Pada proses persiapan kain rayon premium, viscose dan rayon lainya terdiri dari beberapa tahapan proses:
- Singeing
- Desizing.
- Coldbleatch
- Proses costicsize
Proses ini sangat menentukan pada proses selanjutnya yaitu proses pewarnaan baik di printing maupun di dyeing.
Efek yang mempengaruhi ketidak sempurnaan proses pewarnaan di kain rayon adalah sebagai berikut:
- Bekas lipatan permanen karena tekanan rol karet ketika proses couticsize.
- Cuci alkali yang tidak merata.
- Bakar bulu tidak rata / bergaris
Dibawah ini akan jelaskan secara sederhana.
- Singeing ( Bakar Bulu ).
Proses Bakar bulu atau lajimnya disebut proses singeing. Adalah membakar bulu-bulu halus yang ada dipermukaan kain maupun disela-sela rajutan hingga bersih. Kain mentah ( greige ) jenis rayon selalu ada bulu-bulunya. Bulu-bulu ditimbulkan karena adanya tegangan dan gesekan pada benang lusi ketika proses pertenunan. Pada proses produksi lanjutan bulu-bulu ini sangat mempengaruhi mutu hasil produksi, baik untuk putihan, dyeing ( pencelupan ) maupun Printing.

Greige atau kain mentah sebelum masuk keruang bakar, harus masuk kecelah diantara 2 sikat lembut terlebih dahulu. Supaya bulu-bulu dipermukaan kain berdiri semua sebelum dan pada sa’at melewati api. Api melintang selebar kain melalui nozel-nozel halus, api rata tanpa terputus dan berwarna kebiruan tajam. Ketajaman api ditentukan kebutuhan masing-masing jenis dan ketebalan kain.
Ketajaman api bisa diatur dengan mengatur tekanan gas dan udara. Pembakaran ini menggunakan api dari pencampuran udara dengan gas. Tekanan gas antara 6 mBar s/d 18 mbar tergantung ketebalan kain, jenis kain dan kecepatan kain yang lewat dipermukaan api. Sedangkan tekanan udara sekitar 80 mBar s/d 100 mbar. Kontrol kecepatan proses singeing minimal 35m/menit, setelah melewati kecepan tersebut api baru bergerak mengarah kelembar kain hingga kecepatan 130m/menit.
Nyala api harus berwana biru kehijauan dan tajam. Nyala api berwarna kuning menghasilkan pembakaran kurang sempurna dikarenakan api tidak bisa menembus anyaman kain. Berakibat bulu-bulu itu muncul kembali pada proses berikutnya. Lembaran kain rayon premium dan rayon lainya juga harus terbuka / tidak boleh ada lipatan. Lipatan kain bagian yang tertutup lipatan tidak terbakar sehingga menimbulkan garis lipatan bulu-bulu dan ini membuat warna terkesan bergaris ketika proses printing maupun celup.
- Desizing ( Proses Penghilangan Kanji ).
Semua benang jenis katun dan rayon melalui proses sizing ( pemberian kanji ) dan langsung kering dan dirol. Tujuannya agar benang lebih kuat dan licin sehingga pada sa’at proses weaving benang tidak mudah putus.

Proses Desizing bertujuan untuk menghilangkan kandungan kanji yg terdapat dilembaran kain rayon premium dan rayon lainya dari proses pertenunan. Kandungan kanji didalam serat kain penghambat proses pewarnaan. Pada proses lanjutan, proses produksi dyeing maupun printing, zat pewarna harus bisa diserap dengan sempurna oleh serat kain pada kecepatan mesin sampai 70 m/menit.
Proses singeing dan desizing selalu bersamaan atau semi kontinyu
Singeing ( bakar bulu ) dan desizing ( penghilangan kanji ) merupakan proses semi kontinyu dan keluar digulung menggunakan rol batcher kondisi basah. Basah karena pick up 100% yaitu berat kain dan cairan ezim sama beratnya. Gulungan kain yang basah di diputar selama 6 – 8 jam untuk proses bacem dengan kecepatan putar kira-kira 8 m/menit. Dengan demikian proses enzim bekerja sempurna sehingga pada proses pencucian, kandungan kanji yang berada di dalam serat kain bisa hilang. Pencucian membutuhkan temperature 85⁰C – 95⁰C.
Kualitas hasil proses singeing dan desizing:
Kesempurnaan hasil proses singeing dapat dilihat dengan jelas dengan cara membandingkan lembaran kain mentah atau grey/greige sebelum dan sesudah proses bakar bulun. Untuk mencapai hasil pembakaran bulu yang rata, setiap akir dari tahapan proses bakar bulu harus dikontrol. Terutama yang harus dikontol dan diperbaiki adalah ketajaman dan kerataan semburan api.
Desizing yang tidak sempurna bisa berakibat fatal pada proses pewarnaan. Hasil proses printing dan dyeing mrampang, warna tidak solid dan kaku karena zat warna tidak bisa diserap sempurna. Biasanya proses buang kanji hanya sekali proses dan bersih dari kandungan kanji. Proses ulang tidak akan bisa sebersih dibandingkan dengan sekali proses.
3. Proses Cold bleatch
Kain Rayon premium, kain rayon viscose atau rayon lainnya tidak bisa diproses Scouring & bleaching menggunakan uap panas. Kain rayon akan rapuh dan bisa hancur ketika diproses scouring dan Bleatching seperti kain katun. Jadi kusus jenis kain rayon cukup dengan proses scouring dingin dengan resep sangat rendah dibandingkan proses kain katun.

Proses cold bleach adalah menghilangkan kotoran minyak, warna alam dan memutihkan kain dari warna alam menjadi putih bersih. Pada sa’at proses ini, proses sekaligus dari bakar bulu, buang kanji dan col bleatch. Proses yang sekaligus ini, hasilnya tidak sesempurna proses yang terpisah antara singeing dan desizing kemudian baru cold bleatch.
Proses cold bleatch rayon premium, kain rayon viscose dan lainya menggunakan temperatur normal / suhu ruang. Proses bacem denga memutar kain di rol beatcher selama kira-kira 4 jam dengan putaran 8 rpm. Setelah itu di cuci.
Kain tersebut harus langsung masuk bak panas 85 ⁰ – 95 ⁰C dan masuk bak panas berikutnya dengan temperatur yang sama. Kemudian masuk bak untuk dinetralkan dengan menggunakan Asam Acetic acid secara outomatis di ph 7 pada temperatur ruang. Selanjutnya masuk bak pembilasan dengan air dingin. Proses Scouring & Bleaching akan menghasilkan kain yang putih bersih dan tidak ada lagi kandungan kotoran yang ada diserat kain.
4. Proses Couticsize.
Proses Mercerized : Serat kain katun yang pipih menjadi mekar dan tidak susut pada proses akhir.
Untuk bahan rayon tidak diperlukan lagi proses couticsize setelah proses cold bleatch. Tetapi kalau proses bertahap yaitu proses singeing desizing dan setelah itu cold bleatch atau hanya couticsize saja. Cousticsize untuk kain rayon premium, kain viscose dan kain rayon lainya cukup menggunakan kandungan NaOH 6 ⁰Be
III. Persiapan Proses Rotary Screen Printing
Produksi printing rotary memerlukan persiapan yang matang agar produksi bisa lancar dan cepa. Tahapan dapat kita lihat sebagai berikut:
- Persiapan Design:
Perusahaan Textile Printing mempunyai bagian Design dan Trace sebagai berikut:
Designer
Designer dituntut kreatif mengikuti perkembanag pasar dan bisa menciptakan design-design yang bisa jadi trend. Designer disetiap perusahaan mempunyai tuntutan yang berbeda. Ada seorang designer diberi waktu untuk survey pasar. Salah satunya berkunjung ke pusat perdagangan kain terbesar, seperti di Pasar Tanah Abang.

Tetapi ada juga seorang designer tugasnya hanya menggambar terus dan tidak ikut survey pasar. Marketing setiap hari pergi mengunjungi buyer dan survey pasar pemnjualan kain. Seorang design harus mempunyai inpirasi dan naluri design terkini.
Sedikit saja gambaran atau arahan dari bagian marketing seorang designer harus mampu menangkap dan menuangkan dalam bentuk motif. Setiap marketing mempunyai designer masing-masing.
Setiap designer harus bisa membuat design dengan jumlah yang banyak dan laku di pasar textile. Hasil design di print berupa PC untuk ditawarkan ke Buyer oleh marketing. Dari sekianbanyak yang ditawarkan ada beberapa design biasanya di ACC untuk diproses printing.
Setelah di acc Buyer, marketing mengembalikan lagi ke designer untuk disempurnakan bila ada usulan perubahan dari buyer. Designer menindaklanjutinya, kemudian mepastikan pemisahan warna dan lain lain di kerjakan oleh seorang checker.
File design diperiksa ulang oleh Cecker untuk memastikan design tidak ada yang kelebihan gambar atau lainnya sebelum file itu dikirim ke proses selanjutnya. Setelah design itu dipastikan sempurna, file dikirim ke bagian Engraving untuk pencetakan ke rotary screen.
Tracer.
Seorang trecer bertugas menggambar ulang design original dari buyer baik berupa file gambar maupun gambar kertas. Perubahan gambar dan merubah ukuran lingkar screen dan lebar kain yang akan diproses printing.
Diusahakan sesedikit mungkin penggunaan screen tetapi tidak mengurangin gambar asli yang di minta buyer. Kalau terlalu bayak screen dan susah di kurangin jumlah screennya maka design dari buyer itu dikembalikan ke marketing.
Marketing meminta persetujuan perubahan gambar ke buyer. Hasilnya akan dikembalikan lagi ke Tracer untuk perbaikan. Setelah selasi trace, design diperiksa oleh cecker untuk memisahkan warna dan memastikan design siap diproses pembuatan screen. File gambar di kirim ke bagian Engraving untuk proses pembuatan screen.
- Bagian Engraving.
Petugas engraving adalah mentranfer file gambar menjadi screen yang siap di pakai produksi printing rotary dengan menggunakan mesin yang telah disediakan pabrik yaitu Inkjet Engraver dan DLE Engraver dai CST. Untuk mencapai hasil tersebut diperlukan banyak proses yang harus dijalankan. Ada beberapa proses diantaranya sebagai berikut:
-
- Persiapan screen
- Coating
- Backing dingin
- Transfer file gambar kerotary screen mengunakan mesin Inkjet Engraver, DLE Engraver dan Expossure
- Penyemprotan
- Backing Panas
- Pasang endring
- Cecker
Penjabaran masing-masing proses secara sederhana:
Berikut penjelasan proses masing masin tahapan secara sederhana. Dimulai dari urutan proses persiapan hingga jadi screen siap untuk produksi.
-
- Persiapan screen.
Ambil screen baru atau screen bekas pakai produksi:
-
-
- Screen baru
-
Screnen baru dipasang ring untuk proses rounding. Kemudian screen dipanaskan beberapa sa’at dengan temperatur 150⁰C selama 1 jam
-
-
- Screen Bekas.
-
Pabrik printing rotary dipaksa untuk menghapus screen mereka karena tingginya biaya screen rotary bahan nikel baru.
Rata-rata, screen dapat di stripping kembali sampai 3 kali, tetapi setiap proses stripping menggunakan bahan kimia rotary printing screen akan rusak oleh asam kuat stripper. Dengan kata lain, asam akan merusak permukaan screen yang dibuat oleh nikel murni.
Akibatnya screen dari bahan nikel akan semakin tipis. Menyebabkan, printing area terbuka tidak akan sama seperti sebelumnya. Jadi, untuk printing raster, embos tidak mungkin menggunakan screen bekas hasil stripping dari bahan kimia.
Di Eropa, metode utama stripping adalah membakar emulsi dengan laser. Dibandingkan dengan stripping kimia, masih mahal tetapi dapat menghemat biaya dalam membeli screen baru.
Teknik baru diperkenalkan oleh Nova Intertech Co. LTD, sebuah perusahaan di Jerman. Menggunakan tekanan air tinggi, sekitar 3000 Bar, untuk membersihkan screen bekas.

Dengan nozel khusus, dimungkinkan nozel lagian lubang yang dilalui air bertekanan tinggi dilapisi batu alam yang geras tahan gesekan dan bisa tahan lama. Semprotan air tersebut untuk menghapus foto emulsi dari screen berbahan nikel tanpa merusak permukaan nikel.
Ini adalah satu-satunya mesin yang sepenuhnya bebas polusi untuk proses stripping screen. Itu juga menggunakan jumlah air yang sangat rendah
Jika rotary printing screen ditangani dengan hati-hati selama proses printing, mungkin untuk stripping screen lebih sering dari pada stripping dengan bahan kimia. Dengan demikian akan menghemat pemakaian rotary screen baru dengan kualitas printing lebih baik dibandingkan menggunakan stripping bahan kimia.
Screen bekas adalah hasil screen yang telah distripping menggunakan mesin stripping. Cara kerja merontokan coatingan dengan menyemprotkan air bertekana tinggi 2000 Bar ke permukaan screen seluruh screen dan nozel bergerak 3 nozel dan kembali lagi ke semula dengan screen tetap berputar.
Setelah berhenti, screen diperiksa terlebih dahulu, jika ada yang tidak bersih karena nozel mampet. Nozel dibetulkan dan screen tersebut diproses ulang. Kemudian screen dikeluarka dari mesin Stripng dan screen dibilas. Screen hasil bilasan segera dikeringkan dengan memasukan screen kedalam msin backing.
b. Coating menggunakan Rotary screen coating machene.
Mesin yang terpasang ukuran repeat 640mm dan panjang bisa 2600mm.

Rorary screens coating machines adalan mesin untuk melapisi emolsi dipermukaan rotary screen sangat tipis dan rata dari ujung screen atas sampai bawah. Ujung rotary screen atas dan bawah dengan jarak 25mm tidak boleh kena emolsi. Kedua ujung rotary screenitu untuk memasang / melekatkan endring.Tebal tipis lapisan emolsiditentukan oleh kecepatan alat pelapis emolsi, gerakan dari atas turun kebawah.
Pembuatan emolsi siap pakai:
Photo Emolsi ( Textile Engraving chemical of rotary printing ).
Emulsi dicampur dan diaduk dengan sensitizer sehari sebelum digunakan atau semalaman diletakan ditempat yang dingin dan kering. Untuk mendapatkan hasil lapisan yang rata dan ketebalan yang seragam, ambil emulsi merah atau biru 1 Kg dan ambil juga sensitizer 50 gram.
Diaduk bersama untuk beberapa lama hingga warna emulsi berubah hijau terang merata. Viscositas emulsi dapat dirubah dengan menambahkan air aquades tergantung mesh screen dan teknik coating. Saring emulsinya dengan monel T95 dan tutu selama 1 jam ditempat dingin dan gelap dengan demikian gelembung udara akan menghilang.
c. Rotary screen – Acclimatizer / Drier units
Mesin ini punya kapasitas 9 rotary creen dengan repeat 64mm untuk panjang screen 260mm bisa masuk mesin ini. Operasional temperatur 20⁰C – 40⁰C dilengkapi AC (Unit pendingin udara) dan penukar panas listrik.
Sirkulasiudara panas / dingin yang merata keseluruh ruangan. Perpindahan proses digin dan panas yang diatur menggunakan control temperatur dan waktu.
Rotary screen hasil coating dimasukan ke Acclimatizer / drier units kira kira memakan waktu 45 menit.
d. Rotary Screen Engraver dan exposure
Hasil dari coating screen proses menggunakan Acclimatizer / Drier units di pasang ke mesin Inkjet engraver atau DLE Engraver. File gambar yang ditranfer ke mesin sudah dilakukan pemilahan warna.

Kemudian dicetak satu persatu kerotary screen menggunakan mesin DLE atau Injet rotary engraver. Pencetakan melalui penyinaran menggunakan sinar UV atau menggunakan tinta yang masing-masing mempunyai kelebihan dan kekurangannya.
e. Rotary screen developing screen.
Memastikan pencucian screen secara menyeluruh dilengkapi dengan semprotan kotak eksternal dan internal. Juga dilengkapi dengan semprotan jet tipe kipas dan pompa air tekanan tinggi.
Screen hasil dari exposse direndam dala air sekitar 5menit, agar emulsi yag tidak kena sinar jadi mekar. Kemudian dimasukan ke mesin Rotary screen developing screen dan proses dijalakan. Semprotan yang bertekanan halus dari bagian luar dandalam secara merata keseluruh screen.
Dengan cara ini, emulsi yang tidak kena sinar akan lepas dengan mudah dan tidak merusak lapisan emulsi tidak rontok. Periksa hasil cucian dan kalau ada yang mampet bisa disemprot manual.
f. Rotary Screen – Drier / polymerizzer
Mesin ini dilengkapi dengan control tempertur dan waktu. Kapasitas bisa mencapai maksimum 9 screen dengan repeat 640 mm. Opersional temperatur mesin 150⁰C selama 2 jam.

Hasil cucian dari mesin Rotary screen developing screen dimasukan ke ruang polymerizer dan siap diproses. Sebelum dimasukan rotary screen di pasang end spring dulu agar screen tetap melingkar rata. Atur waktu dan temperatur operasionalnya.
Mesin dijalakan dengan sirkulasi udara panas dari bawah ke atas terus menerus sampai selesai proses. Dengan demikian udara panas akan mengenai selurun rotary screen yang ada didaam secara merata.
Hasilnya emulsi akan matang dengan kekuatan emulsi yang sama di seluruh screen. Kerataan matangnya emulsi bisa dilihat kerataan warna screen. Setelah selesai, screen dikeluarkan untuk proses pemasangan Endring.
g. Endring Glueing Machine.
Alat ini dilenkapi bengan penjepit endring kanan kiri, heater kanan kiri, contoh temperatur dan timer. Ditengah-tengah ada penyangga screen dan posisi center untu meletakan rotary screen yang telah di proses polymerizzer.

Dua endring dijepit kanan kiri dan sudah ada noknya. Nok ini lurus sekali antara kanan dan kiri agar sa’at proses produksi printing , screen tidak mlintir. Ujung endring bagian luar di olesi dengan lem araldite, kumudian didorong kearah rotary screen sampai masu kedalam screen lebih kurang 25mm.
Atur temperaturn control dan timernya dan nyalakan heaternya. Jika sudah waktunya, heater stop yang menandakan proses pasang endring selsai. Biarkan beberapa sa’at sampai dingin dan kering. Beberapa jam kemudian rotary screen siap digunakan untuk proses produksi. Namun sebelum digunakan cek lagi hasil ukiran dengan alat rotary screen inspection.
- Persiapan Dapur Obat ( Color Kitchen )
Persiapan dapur obat ini ditunjang oleh beberapa bagian seperti, laboratorim printing ( color matching ), Reseper, Pembuatan thickener, timbang, mixer dan meja mini printing.
a. Laboratorium Printing
Laboratorium printing menyiapkan resep warna-warna yang ada dimotif tersebut dengan skala kecil. Pencarian warna menggunakan computer color maching, kemudian di test di lembaran kain, bila kurang pas bisa dikoreksi dengan computer color maching.

Bisa juga mengambil data color bank yang pernah diproduksi. Printing ke kain rayon premium, kain rayon viscose dll skala laboratorium menggunakan mesin mini printing dengan plankan screen. Ukuran mesh screen disamakan dengan yang digunakan di mesin rotary printing.
Mini printing ini sudah di setting hasil skala laboratorium sama dengan hasil printing diproduksi. Bila sudah sesuai dengan warna yang di minta buyer maka resep tersebut di kirim ke Color Kichen untuk dibuat skala besar.
b. Color Kichen
Di color kichen atau dapur obat, Resep warna dari laboratorium di siapkan untuk melakukan pembuatan skala besar.Langkan yang dilakukan sebagai berikut:
-
- Tentukan jenis proses reaktif, pigment, disperse.
- Baca map produksi dan lihat jenis kain seperti kain rayon premium atau kain Polyester dan lainnya, panjang kain yang akan diproduksi
- Lihat screen area masing-masing warna
- Siapkan binder atau aljinat dan atau sintetik teckener untuk pembuatan pasta warna
- Hitung pemakaian setiap warna dan pastanya
- Timbang semua kebutuhan untuk pembuatan sampai jadi Pasta warna
- Aduk / mixer semua campuran abat warna yang dibutuhkan sampai rata dan homogen untuk produksi
- Kapasitas setiap pembuatan pasta warna hanya 100 kg maka pada warna yang sama harus di oplos terlebih dahulu sebelum dikirim ke proses produksi.
- Test pasta warna yang telah selesai dibuat dengan menggunakan mini printing. Mini printing ini sudah di stel hasil test warna mini printing sama denga mesin printing untuk skala produksi. Test harus menggakan kain yang sama dengan yang di produksi misal kain rayon premium
- Perbaiki bila hasil test belum sesuai yang di buat dari laboratorium.
- Pasta warna siap dikirim ke mesin produksi printing.
Dibagian dapur obat melakukan hal sama untuk design-desgn berikutnya. Pembuatan pasta dengan jumlah banyak, sedang setiap pembuatan pasta warna, tidak semua warna bisa dibuat sekaligus karena kapasitas tong hanya 100kg.
Bisa lebih dari 1 kali maka hasil pembuatan warna pertama dan berikutnya harus di aduk lagi sampai homogen. Agar pasta warna antara pembuatan pertama dan seterusnya hasilnya tetap sama. Pasta warna siap dikirim ke bagian proses printing.
c. Persiapan Kain PFP
Kain yang disiapkan untuk proses printing adalah kain yang sudah PFP. Persiapan kain dibuat oleh bagian persiapan, namun tidak semua perusahaan persiapan PFP dikerjakan oleh bagian persiapan tapi masuk ke bagian finishing.

Hal ini dikarenakan proses finishing menggunakan mesin yang sama ( mesin stenter ). Kain berupa gulungan di rol batcher dan harus ditulis jelas jenis kain tersebut seperti kain Rayon Premium, Katun juga lebar kain.
IV. ROTARY SCREEN PRINTING MACHINE
Mesin printing kain textile seri Cai Die Jilong adalah jenis printing rotary screen printing open bearing dengan menggunakan squeegee Magnet.
Toko KAIN MURAH JABABEKA adalah Distributor Bahan Katun Motif, Kain Rayon Premium, Viscose Motif, dan Rayon Santung Motif. Memberikan gambaran proses rotary screen printing menggunakan Rotary Screen Printing Machine CAIDIE Jilong.
Mesin ini terkenal dengan akurasi yang tinggi yaitu 0.1mm dengan kecepatan 80 m/menit bisa menghasilkan gambar tanpa misprint dan kualitas gambar cukup baik. Kain Murah Jababeka sangat di untungkan dengan keberadaan mesin jenis ini. Mesin type ini sudah diproduksi ribuan mesin di seluruh penjuru Dunia.
Toko KAIN MURAH JABABEKA berdiri sejak tahun 2008 di Kawasan Industri Jababeka Cikarang Bekasi Jawa Barat. Perusahaan Textile ternama ini menunjuk Toko KAIN MURAH JABABEKA sebagai distributor jual kain katun dan kain rayon premium.
MESIN ROTARY SCREEN PRINTING TYPE CD
Mesin Rotary Screen Printing Type CD adalah printing textile type Magnet dengan repeat 640 mm yang di gunakan di perusahaan textile ini. Mesin ini menggunakan individual drive rotary screen yang membuat hasil printing lebih akurat walaupun mesin ini jalannya produksi sampai berkecepatn 80 m / menit.

Hal ini membuat operator tidak pernah lagi kawatir akan misprint meski matif tidak dapat terlihat jelas bila terjadi misprint. Dengan mengandalkan teknoli ini membuat hasil produksi yang di sebabkan oleh misprint sudah hilang. Kecuali pada sa’at seting awal.
Jumlah Printing warna 12 posisi, bisa memilih jumlah cetak warna berapa dari 12 posisi tersebut. Tiap posisi Rotary screen menggunakan 1 buah motor servo yang independen, sinkron dengan putaran blanket.
Cara kerja mesin Printing ini adalah menggunakan rotary screen akan berputar secara berkesinambungan lalu pasta warna di tekan keluar menggunakan squeegee blade atau squeegee rol melalui lubang-lubang screen dan mencetak pada kain yang sedang berjalan di bawahnya.
Kualitas gambar hasil cetakan mesin printing ini yang sangat bagus. Begitu gambar sudah di seting diposisi gambar maka tidak akan berubah meskipun dijalankan sampai kecepatan 80 m / menit.
Mesin printing textile seri Caedie terdiri dari 4 bagian yaitu:
- Fabric – Entry
- Printing Unit
- Drying
- Fabric – Exit
Mesin printing kain textile seri caidie Jilong ini cocok untuk jenis kain rayon premium, kain rayon viscose, kain katun serat alami, serat kimiawi, serat sintetik termasuk kain tenunan dan rajutan
- Persiapan Kain
Kain katun, kain rayon premium lebar 150 Cm, kain katun modal dan kain microfiber di gulung di rol batcher dengan ukuran panjang sekitar 5000 yard / rol batcher. Sudut kain paling kiti diletakan lurus dengan sudut kiri rotary screen tempat printingnya. Rol batcher lurus sejajar dengan mesin agar kain tidak kendor sebelah.
- Fabric–Entry
Fabric-entry terdiri dari beberapa alat yang mempunyai fungsi masing agar kain rayon premium,viscose, katun, cvc, polymicro dll tetap lurus dan tidah ada kotoran debu yang ke bawa ke meja printing. Adapun kelengkapan alat tersebut sbb:
Pengerem / penegang kain.
Untuk menjaga kain tetap kencang dan stabil tanpa ada hentakan
Cloth guider
Alat mengarahkan kain agar tetap lurus di sisi kiri dan kanan kain diposisi yang diinginkan dan membuka kain tetap rata tanpa ada gelombang lipatan. Cloth guider ini di pasang ujung kiri dan kanan kain dan lurus dengan area printing. Alat ini mampu tetap menjepit pada kecepatan 80 m/menit.
Sikat debu dan vacuum
Sikat yang lembut halus tapi kuat melepas kotoran debu dan lainnya yang bisa menutupi pasta warna tembus ke lembar kain rayon premium, viscose, katun modal dan kain katun. Sikat berputar sesuai kecepatan motor yaitu 1450 rpm.
Debu atau kotoran yang telah di sikat di hisap oleh motor vacum dan ditampung melalui siklon pemisah debu agar tidak bertebaran ke udara.

Centering
Alat ini menggatur lembar kain rayon premium, viscose, kain katun dan lainya agar tetap di posisi area printing. Dari ujung kepala printing ke bagian ujung ekor printing ( kiri dan kanan area printing )
- Printing Unit
Mesin printing kain textile di unit printing adalah area tempat mentransfer pasta warna ke kain rayon premium, viscose, katun, microfiber dan katun modal melalui rotary screen. Di area meja printing terdiri dari beberapa peralan agar kain yang di printing tetap terjaga di posisi area printing

Blanket
Adalah meja tempat mentranfer pasta warna ke kain melalui rotary screen. Blanket harus tetap terjaga rata, tidak ada dekok atau menanjol. Tidak boleh ada benda diatasnya selain lem blanket. Area printing di coating menggunakan thermocoat agar kain tetap lengket di permukaan blangket dan bisa lepas saat sampai ujung area printing.
Thermocoat biasanya di gunakan untuk kain katun, kain rayon premium, kain rayon viscose, kain katun, katun modal dan kain microfiber. Kain dilewatkan di atas lengkungan plat yang di panaskan oleh heater agar kain panas sehingga kain bisa melekat di blanket.
Cara melapisi thermosol Glueing di permukaan blanket.
Blanked bahan habasit Mesin Rotary Screen Printing Seri Caidie Jilong. Blanket tempat meja printing sebagai landasan kain untuk di cetak gambarnya. Motif / gambar bisa cetak dengan sempurna bila kain bisa melekat dengan baik di blanket. Untuk itu perlu diberi lem thermoplas kusus kain Polyester dan lem PVA untuk bahan katun dan rayon

Blanket baru
Permukaan blanked baru licin dan mengkilap. Ini karena dalam pembuatan blanket yg di pres dengan cetakan licin agar tidak melekat di percetakan. Karena licin ketika di coating dengan thermosol Glueing, thermocoat tidak bisa melekat sempurna di blanked. Setelah di pakai beberapa sa’at coatingan sebagian mengelupas.
Untuk itu permukaan blanked harus di amplas denga amplas ukuran 200 secara merata hingga kasap di seluruh permukaan blanket. Setiap tempat yang mau di amplas di taburin dulu sejenis bedak bawaan blanket habasit secara merata.

Blanket sudah dipakai
Blanket lama pernah dilakukan seperti blanked baru. Blanked ini pernah di coating dengan thermosol Glueing yang melekat di blanked. Thermosol Glueing yang sudah tidak lengket lagi ke kain atau sudah pada mengelupas harus di stripping terlebih dahulu sebelum di coating ulang.
Ketika mau memulai stripping, siapkan alat stripping berupa plat bahan dari tembaga memanjang selebar blanket di kurangin 10 cm kanan dan kiri. Alat stripping di pasang rata dengan blanked / menyentuh blanket agar bisa mengeruk, mengikis kotoran bekas thermosol Glueing.
Siapkan kain membentang selebar alat striping di permukaan blanket bagian tengah. Siapkan butyl asetat dan siramkan di kain agar bisa membasahi semua permukaan blanked. Kemudian blanked di jalankan dan di bagian stripping juga di disiram sedikit demi sedikit butyl asetat terutama bagian yg tidak ada cairan butyl asetanya.
Kotoran dari thermoplas yg menumpuk di alat striping harus selalu diambil / dibuang. Lakukan terus sampai benar-benar semua kotoran terkikis dari blaket. Setelah selesai alat stripping di angkat dan dibiarkan beberapa sa’at sambil blanket tetap berputar.
Coating blanked
Pastikan di permukaan blanket bersih dari kotoran apapun. Siapkan squegee rol ukuran d 20 mm selebar area printing. Letakan squegge tersebut di atas blanket di dudukan screen no 3 yang di bawahnya ada magnet tidak permanen. Hidupkan magnet dengan tekanan / tarikan magnet bisa diseting di angka 0 – 99.
Blanket di jalankan dan rol magnet akan berputar di tempat dengan kecepatan putar sama dengan keceparan blanket. Tuangkan cairan thermosol no. 5 di depan rol magnet dengan level tidak melebihi tinggi rol tersebut. Kekuatan tarik maksimum yaitu di angka 99 agar cairan thermosol glueing tergilas oleh rol jadi tipis seperti lapisa film.
Putaran terus berjalan sampai total cairan coating sekitar 5 liter habis. Trermosl glueing yang ada di rol harus diratakan, jangan sampai ada kekosongan thermosol glueing. Tahap berikutnya tuangkan thermosol glueing dengan cara seperti lapisan pertama dengan jumlah 3 liter.
Mendekati akhir coating siram air berlahan sampai cairan coating habis. Blanket tetap berputar dan squegee rol di lepas dengan cara switch maknet di matikan dan rol diangkat. Kemudian hasil lapisan costing di siram air secara merata sampai 3 putaran dan speed blanket di naikan sampai 50 m/ menit. Blanket tetap berputar selama 30 menit. Hasil coatingan blanket siap digunakan untuk produksi.
Heater
Plat lengkung heater selebar blanket diletakan pertama dari bagian meja printing. Fungsinya untuk memanaskan kain polyester, sedangkan untuk kain rayon premium, kain rayon viscose, kain katun tidak perlu dipanaskan yang akan diprinting. Dengan cara kain yang akan di printing di lewatkan menempel di plat heater pada temperatur 200 ⁰C tersebut.

Slat Expander Bar
Fungsinya untuk membuka kain yang melipat dan tidak rata menjadi rata tanpa lipatan. Rol terdiri dari beberapa plat disusun melingkar sedemikian rupa dengan potongan tengah. Bila rol itu diputar, plat melingkar mengarah ke kanan dan kiri untuk mendorong kain arah membuka kepinggir.
Rol Pres Kain
Rol karet untuk menekan kain rayon premium dan semua jenis kain ke blanket yang akan di printing agar kain bisa merekat di permukaan blanket secara merata.
Unit pengatur blanket
Unit pengatur blanket ini terdiri dari 3 proximitly switch, 1bua motor dan 1 buah rol. Sensor ini mengontrol gerakan blaket menggunakan 3 buah sensor. Pembatas kiri dan kanan untuk memerintahkan motor agar menggerakan rol pengarah blanket.
Dan sensor yang satu lagi untuk mematikan putaran blanket bila melewati batas yang telah ditentukan. Jadi pada dasarnya sensor ini untuk menjaga blanket tetap lurus arah putaran.
Washer
Setelah digunakan untuk proses printing, blanket menjadi kotor dari sisa pasta warna, kotoran lem, bulu-bulu kain rayon premium, kain rayon viscose, kain katun dan lain lain. Debu harus bersih sebelum blanket mencetak kain selanjutnya. Pencucian blanket terdiri dari 2 tahapan yaitu pencucian awal dan cucian utama.
Terdiri dari beberapa bagian sbb:
-
- 2 buah busa
- 1 buah sika
- 2 buah squeegee rubber

Dan pengeruk kotoran pasta warna yang kebawa blanket dari bahan plastic.
Pencucian awal: pada tahapan ini, pipa air dan sponge akan digunakan untuk membersihkan sisa bahan, pasta warna dll.
Pencucian Utama: pada tahap ini ada 4 pipa air, 2 sponge, 1 sikat dan squeegee blade karet disusun dengan jarak sedemikian.
Alat pencucian tersebut akan digunakan berulang secara terus menerus untuk membersihkan, mengkikis, menghapus, mencuci dan mengeringkan blanket.
Pertama yang bekerja adalah pengeruk kotoran pasta warna terletak di paling atas setelah terlepas dari kain. Pasta warna ditampung oleh alat tersebut.
Busa pertama untuk membersihkan pasta warna setelah di dikeruk dengan menyiramkan air dari air cucian squeegee karet yang agak bersih dan telah di filter. Air yang sudah di saring, sudah bersih dari kotoran debu atau bulu-bulu kain. Dan begitu juga pada busa kedua tetapi blanket sudah agak bersih.
Sikat washer yang dirancang untuk membawa kotoran mengarah ke pinggir dan jatuh kebawah dengan bantuan semprotan air hasil air dari squeegee karet yang telah di filter.
2 buah Squeegee blade karet yang dipasang sejajar melebar selebar blanket. Fungsinya untuk mengeruk sisa air agar air tidak kebawa blanket ke area printing. Squeegee karet ini disemprot dengan air bersih bagian depannya kemudian di keruk.
Air bekas dari busa dan sikat mengalir ke saluran limbah. Sedangkan air bekas semprotan ke squeegee karet masuk ke filter dan digunakan untuk penyemprotan bagian busa dan sikat.
Blanket di tiupkan udara menggunakan blower secara merata selebar blanket sehingga kandungan air benar – benar sudah tidak ada.
Filter air dari washer
Air bekas semprotan squeegee karet di tamping oleh filter untuk memfilter kotoran debu kain rayon premium, kain rayon viscose, kain katun, katun modal yang terbawa oleh air. Air digunakan kembali untuk menyemprot bagian busa dan sikat washer.
Pompa pasta
Pompa pasta warna menggunkan pompa piston digerakan oleh tekanan udara dari kompresor.
Dudukka screen
Open-type screen head. Dudukan screen dan rotary screen jadi satu untuk diangkat
Setingan screen
Setingan screen bisa posisi kanan kiri. Diagonal posisi kanan dan horizontal posisi kiri mesin.
Bagian kiri terdiri dari:
-
- Aktifkan posisi tersebut
- Tombol posisi home
- Atur maju mundur putaran rotary screen lambat
- Atur maju mundur putaran cepat.
- Tarik dan lepas tegangan rotary screen
- Pengunci rakel
- Start dan stop mesin
- Atur kekuatan tarik magnet
- Untuk atur tinggi rendahnya rakel
- Geser maju mundur secara harisontal.
Bagian Kanan:
-
- Atur diagonal rotary screen
Maqnet Table
Menggunakan 12 kedudukan meja magnet. Kekuatan magnet dari angka 0 sampai dengan angka 100. Angka 0 tanpa ada tarikan dan100 angka maksimal kekuatan tarik
Printing Color
Mesin ini terdiri dari 12 cetak warna. Digerakan oleh masing–masing servo motor yang sinkron dengan putaran blanket
Reapeat screen
Jarak pengulangan 640 mm
Stang squeegee
Menggunakan 12 stang rakel baik untuk squeegee rol maupun squeegee blade
- Drying

Chamber
Terdiri dari 5 Chamber dengan system penghantar panas radiator menggunakan panas oli. Panas di control dengan temperatur control yang menggerakan Triway valve. Tiap chamber terdiri dari 4 radiator / heat exchanger.
Menggunakan 3 susun nozel terbuat dari logam aluminium. Lubang tersebut untuk mengrahkan hembusan panas ke kain rayon premium, kai rayon viscose, kain katun, kain microfiber dan kain katun modal yang melewati di dalam dryer 3 kali. Pintu dan dinding dilapisin bahan rockwool untuk menahan panas terbuang sehingga bisa menghemat energy sampai 40%
Blower
5 Chamber menggunakan 10 motor blower yang di control oleh inverter. Kipas sirkulasi terpasang di dua sisi pengering dengan kecepatan putaran 1450 rpm. Dua buah exhaust fan terletak diatas dari dua bagian chamber
Conveyor

Conveyor belt terbuat dari conveyor tenunan yang di lapisi oleh PTFE yang sangat tahan panas
- Fabric-Exit
Fungsnya menarik kain rayon premium, kain rayon viscose dan semuanya jenis kain dari chamber dan ayunkan masuk ke lori
Dancing rol untuk mengatur mengimbangi kecepatan dryer dan printing
Proses Printing Kain Textile

Kain yang digulung di rol batcher di letakan posis fabric-Entry lurus denga ujung kepala area printing. Kain rayon premium, kain rayon viscose, kain katun, kain katun modal dan kain microfiber putih siap print di masukan melewati penegang, rol penarik, cloth guider, sikat debu dan centering.
Memasuki unit printing melewati plat lengkung heater, slat expander bar dan rol press. Kain nempel di blanket dan di masukan pasta warna melalui lubang rotary screen yang di tarik magnet pada squeegee rol logam. Pasta warna disusun sedemikian rupa, terbentuk motif yang di kehendaki.
Ukuran magnet rod / batang magnet disesuaikan tingkat kehalusan gambar. Masukan ke dalan rotary screen menggunakan batang rakel.
Pompa pasta harus on dan diposisi otomatis, level control pasta warna harus terpasang pada ketnggian squeegee rol logam.
Posisi Repeat gear set tertera angka dari 1 sd 15. Untuk mendapatkan nomor posisi screen di tempatkan, angka satu harus di titik yang ada di atas, kemudian tombol home. Repeat gear akan berputar dan berhenti di posisi screen di tempatkan. Lakukan ini ke semua posisi yang digunakan.
Nomor posisi screen adalah nomor setingan. Meskipun sudah diposisi nomornya tetapi gambar yang kurang pas pada rumahnya harus di seting maju atau mundur arah putaran. Seting juga arah harisontal dan diagonal sehingga benar-benar gambar sudah dirumahnya.
Pastikan rotary screen turun dan rol magnet sudah aktif kemudian baru adjust / setting sedikit gambar yang kurang pas. Lakukan semua yang belum di posisi rumah gambar sambil persiapan produksi dengan kecepatan maksimal 80 m / menit
Kemudian hasil printing masuk keruang dryer dengan perantara conveyor belt. Kain masuk ke dalam dryer 3 kali dan keluar ditarik oleh plaiter. Pastikan keluar dari ruang dryer kain rayon premium dan semua jenis kain sudah kering dan tidak ada lipatan. Atur panas ruang dryer dengan menggunakan temperatur control yang menggerakan triway valve untuk buka tutup aliran oli panas.
Di Plaiter , kain melewati dancing rol untuk mengatur kecepatan rol penarik sehinggan kecepatan conveyor sama dengan kecepatan plaiter. Kain turun masuk ke lori dengan di ayun sehingga membentuk susunan lipatan kain.
Hasil printing proses warna reaktif langsung siap di fiksasi dengan menggunakan mesin steamer.
Mesin ini di rancang menggunakan teknologi control PLC dari SIEMEN yang stabil. Teknologi printing gambar mempunyai akurasi 0.1mm. Halini untuk memastiak bahwa gambar hasil setingan sudah tidak akan berubah sampai di akir proses. Tidak ada lagi istilahcacat karena misprint meskipun mesin berjalan dengan kecepatan maksimum 80m/menit.
V. Proses Fiksasi menggunakan mesin Steamer
Warna reactif jenis kain katun dan kain rayon premium, kain rayon viscose menggunakan uap langsung. Kain hasil proses printing reactif harus diproses fiksasi agar warna menjadi permanen yang masuk keserat kain. Warna utama yang masuk keserat dan setelah proses fiksasi tidak akan pudar ketika dicuci, yang hilang hanya zat warna dan zat bantu yang tidak masuk keserat. Proses fiksasi untuk zat warna reaktif menggunakan mesin Steamer. Kain katun dan rayon umumnya proses printing reactif.

Proses fiksasi kain printing reaktif: mesin steamer dipanaskan dengan uap langsung dan tidak langsung. Untuk proses fiksasi ruangan mesin dipanaskan sampai 102⁰C dengan jumlah uap sampai 1300 kg / jam. Uap tidak langsung untuk memanasin diding bagian atas, tempat kain masuk dan kain keluar, agar tidak terjadi tetesan uap yang mencair dan uap langsung untuk proses fiksasi yaitu uap masuk keserat kain dan bereaksi.
Mesin steamer bisa digunakan proses fiksasi setelah temperatur mencapai 102⁰C dan tekanan uap minimal 2.5 Bar. Proses fiksasi dibutuhkan waktu 7 – 8 menit didalam ruang. Kain rayon premium, kain rayon viscose dan kain katun yang keluar dari steamer seharusnya terasa lembab, menandakan proses sudah benar.
Pada proses pigment tidak perlu menggunakan mesin ini yaitu cukup di backing panas. Lain lagi proses printing disperse pada kain jenis polyester. Proses disperses menggunakan mesin yang sama tetapi butuh temperatur lebih tinggi minimal180⁰C dan bisa sampai 210⁰C dengan sedikit uap langsung agar kain tidak kaku.
VI. Proses dyeing atau Celup
Proses Dyeing terdiri dari 2 proses celup yaitu Dyeing proses CPB ractif dan Dyeing disperse Jet Dyeing. Saya akan menulis proses singkat kusus dyeing CPB sebagai berikut.

Proses celup di sini ggunakan mesin Cold Pad Batch ( CPB ) hight technology padder Kusters Jerman. Mesin ini menggunakan 2 swimming rol padder karet lembut. Hight Technolgy swimming rol ini tekanan hydrolik dan pneumatic dikontrol dengan toleransi kecil yg rata pick up bisa sampai 65%.
Proses Celup CPB ialah proses celup reactif menggunakan mesin CPB Kusters. Tekanan peddernya lebih stabil karena padder dan control paddernya bagus. Pick up kiri-tengah-kanan disa diatur hingga menghasikan tekanan yang merata. Dengan demikian tidak akan ada perbedaan warna dalam satu proses.
Poses yang sangat rinkas, efisien dan zat warna tidak ada yang terbuang. Kecuali pada akir proses, ada sisa setinggi setengah rol bawah kira-kira 10 -20 liter saja. Resiko gagal sangat kecil karena proses pendek dan langsung digulung di beacher.
Proses terdiri dari dua campuran cairan yaitu zat warna ditambah obat bantunya dan cairan alkali. Perbandingan Zat warna dengan alkali 4 : 1 yang dikontrol oleh dosing pump untuk dicampurkan secara merata ketika mau digunakan. Campuran kedua cairan itu tidak boleh terlalu lama tercampur tanpa digunakan. Hal ini bisa menimbulkan perbedaan warna alias belang. Jadi kapasitas obat pewarna ini hanya beberapa liter saja dan langsung kebawa kain rayon premium, kain rayon viscose, kain katun secara terus menerus yang dikontrol oleh level control obat.
Proses sangat sederhana tapi hasilnya luarbiasa. Kain dari beacher masuk kebak obat dan langsing di pad dan lanjut digulung. Kemudian dibungkus plastic rapat diputar dengan kecepatan 8 rpm selama 6 jam sampai 24 jam tergantung jensi dyestuftnya. Setelah itu kain rayon premium, kain rayon viscose dan kain katun dicuci dan dikeringkan. Cepat, resiko kecil,produksi banyak, kualitas hasil maksimal tentu biaya proses jadi lebih murah dan harga jual menjadi murah disbandingkan dengan proses celup lainnya.
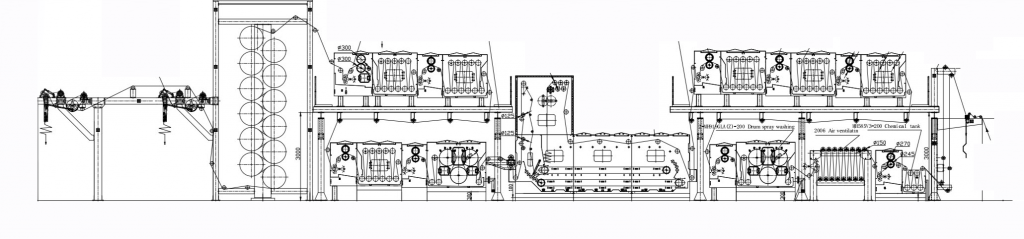
VII. WASHING MACHINE AFTER PRINTING
LMH 634 JIANGSU JIANYE MACHINERY MANUFACTURING CO, LTD

Washing Machine after printing ini di rancang untuk washing after printing kain jenis woven / rajut katun, rayon dan kain campuran melebar terbuka. Tensionless width print washer memungkinkan mencuci bahan yang paling halus hingga tingkat yang diinginkan tanpa merusak.
Washing machine after printing LMH 634 buatan Jiangsu Jianye Machinery Manufaturing CO, LTD ini mencuci kain rajut katun, kain rayon premium, kain rayon viscose,printing reaktif dan dyeing sangat bersih meskipun mesin di operasikan dengan kecepatan 100 m/ menit satu layer atau 2 layer dengan kecepatan 70 m/menit dengan dobel proses / dua kain di jadikan satu.
Kain after printing yang sudah di fiksasi dimasukan melalui infeed. Kain rayon premium, viscose, kain katun printing reaktif tidak boleh kena air panas sebelum sisa pasta warna bersih. Lunturan warna bila dipanaskan bisa masuk kekain lagi seperti proses celup.
Washing Machine after Printing ini mempunyai system drum berlubang yang di semprot air bertekanan tinggi yang di pompakan dengan motor 1450 rpm kapasitas pompa 120 ton per jam. Semprotan air tekanan tinggi di pantulkan ke plat/ damper berbentuk bilah air bertekanan rendah air besar mengalir ke kain yang berada di drum spray washing.
Jumlah air yang besar mampu melakukan pembersihan pasta dan warna tidak permanen di kain rayon premium, viscose, katun priting reaktif yang efisien dan halus berkat tekanan rendah. Kemudian kain masuk ke washing box dengan temperatur 50 ⁰C di teruskan ke bak berikutnya pada temperatur 70 ⁰C
Kain terbuka dari bak sebelumnya masuk ke ruang Soaping Steamer dan di beriuap langsung ke air conveyor bawah pada temperatur 80 ⁰C – 90 ⁰C. Air panas yang di sirkulasi melalui filter dan di semprotkan dengan tekanan tinggi melalui lubang nozel lebih besar dari model sebelumnya yang di pantulkan ke plat sehingga bentuk aliran bilah air / water blade.
Uap dan air panas yang di semprotkan melalui 11 nozel berjajar sepanjang 3 bak di dalam steamer menghujani tumpukan kain di net conveyor bagian atas. Serat kain woven printing yang keras dan kerapatan tinggi terbuka dan rilek. Kemudian dari net conveyor atas dan turun ke net conveyor di bawahnya yang direndam air panas membuat kain lebih relek dan menjadi lebih bersih di bantu dengan sabun.
Waktu di dalan conveyor bisa 12 sampai dengan 20 menit membuat kain rendah susut. Semprotan air menggunakan lubang nozel lebih besar dengan resiko penyumbatan minimum di bandingkan dengan sisten nozel tradisional. Bahkan kain yang paling halus pun dicuci tanpa rusak dengan cara ini.
Pencucian dan pembilasan untuk mendapatkan kain yang bersih dan tidak luntur. Di bagian kedua juga menggunakan drum spray washer
Toko Kain murah Jabeka akan mejelaskan proses washing machine after printing satu persatu bagian dengan segala fungsinya sebagai berikut:
Mesin terdiri dari beberapa bagian yaitu Infeed untuk dua layer, washing bagian1 dan bagian washing ke dua. Dryer dan 2 plaiter.
Mesin ini bisa jalan 2 layer kain printing warna reaktif merekat tanpa ada cap motif di kedua kain. Karena semua bak system tertutup maka tidak ada uap panas yang terbuang sia-sia dan buangan air kotor bekas cucian dari overflow masuk ekonomiser / heat exchanger. Air bersih sebelum digunakan masukdulu ke heat exchanger dan di alirkan kepemakaian yg panasnya bisa mencapai 60 ⁰c – 70 ⁰C.
Air dari drum spray washer masuk ke drum filter system to clean the water dan di pompa semprotkan kembali. Begitu juga air dari steamer dan Air drum spray setelah steamer.Air di dalam washer box, soap steamer bersih dari debu bulu kain. Air yang didaur ulang membuat hemat pemakaian air dan uap.
Semua pergerakan pengoperasian mesin di jalankan menggunakan computer dari PLC. Untuk setingan mesin semua dari touch screen ini termasuk memonitor perjalanan mesin dan problem mesin. Hal ini sangat memeudahkan baik pengoperasian juga melihat problem washing macine after printing.
MESIN TERDIRI DARI BEBERAPA TAHAPAN FUNGSI PROSES SECARA KONTINYU
- Infeed unit:

Dilengkapi satu set frame, satu set pengatur tegangan, seperangkat unit masuk kain dari trolleys, 2set rol untuk 2 layer dan Cloth guider pneumatic buatan Erhardt+leimer. Bagian infeed ini bisa digunakan 1 layer maupu 2 layer kain produksi katun rayon proses printing reaktif maupun kain dyeing reaktif.
BAGIAN CUCIAN TERDIRI DARI 2 :
- Cucian bagian pertama Infeed sampai Soaping Steamer
Bagian pertama terdiri dari pembasah, air ventilation, Drum spray wasing , 3 buah washing box dan soaping steamer. Fungsi kerja sebagai berikut:
a. Padder 1
Terdiri dari bak air dengan 3 rol bawah dan 4 rol diatas. Sebagai proses pembasah kain produksi. Kemudian masuk ke padder melalui rol expander agar kain tetap terbuka. Dipasang dancing roll untuk mengatur keseimbangan kecepatan mesin.
b. Air Ventilation

Bagian ini hanya terdiri beberapa rol. 7 rol bagian atas dan 8 rol bagian bawah sebagai rol penghantar yang berfungi untuk airing / pemberian udara ke kain yang sudah basah. Sehingga pasta warna mulai merenggang untuk memudahkan pelepasan pasta di kain pada pencucian berikutnya.
Roll bagian atas, 4 buah rol digerakan oleh 4 buah motor AC dikontrol oleh inverter. Mengikuti kecepatan mesin dan di imbangi oleh dancing roll
c. Drum Spray Washing

3 buah drum berlubang dengan diameter drum 570 mm yang masing-masing di gerakan oleh motor AC menggunakan inverter. Kain melewati drum berlubang ini dan 2 drum atas di semprotkan air bertekanan besar masing-masing di beri 4 nozel, jadi total ada 8 nozel.
Air semprotan diambil dari sirkulasi bak ke drum filter system untuk memfilter air dari kotoran bulu-bulu kain.Air yang telah di saring di pompakan ke dalam bak melalui nozel lubang lebih besar dari nozel tradisional.
Semprotan di pantulkan ke plat dan mengalir ke drum berbentuk bilah air yang merata. Besar tekanan semprotan dan aliran 120 ton / jam membuat pasta dan warna tidak permanen lepes dari kain.
Drum spray washer dipasang rol Load Cell. Load cell mengukur besarnya kekuatan tarik yang telah di set 140 N pada kecepatan normal dan akan mengatur kecepatan motor bila nilai kurang atau lebih dari setingan. Sehingga kondisi kain tetap rilek.
Bila tekanan rol lebih dari 200N mesin akan mati dan juga bila terlalu kendor mesin akan mati jadi ada limit minimal dan maksimal tekanan rol. Untuk menjaga kain rayon premium, viscose tetap rilek tatapi kain tidak kendor yang bisa belit kerol dan macet.
Drum spray washing terdiri dari Padder dan tetapi di pisah oleh plat. Kain sebelum di pres melewati rol expander dengan putaran berlawanan arah jalannya kain. Dan di beri semprotan air bersih yang berfungsi sebagai air tambahan ke bak secara kontinyu.
Padder terpisah dengan tujuannya rol tidak ikut dipanas ketika air di bak di panaskan dengan uap langsung. Air perasan padder masuk kembali ke bak dan sirkulasi ke drum filter system.
Konverter Elektro-Pneumatik
Alat ini di pasang untuk mengatur tekanan dancer pneumatic dan di set dari layar sentuh. Setingan dan tekanan sesungguhnya dapat di lihat dilayar sentuh. Sehingga problem tekanan dancing rol yang berubah bisa teratasi.
d. 3 Washing Box

Ada 3 washing box setelah Drum Spray Washing untuk mencuci dengan menggunakan air hangat dan panas. Kain yang sudah lepas dari kandungan pasta dan lunturan warna masuk ke washing box dengan mengunakan panas sekitar 50 ⁰C dan, 50 ⁰C dan 70 ⁰C. Sehingga di permukaan kain rayon premium, viscose sudah bersih dari sisa pasta dan lunturan warna.
Washing box ini terdiri dari 4 rol bawah yang kerendam air dan 5 rol atas. Dari 5 rol diatas, 1 roll perantara dan 3 roll di gerakan oleh motor AC dan 1 rol load cell. Ada 1 rol tengah depan sebagai rol penghantar.
Rol load cell menjaga kain tetap relek, bila ada bebantarik kuat atau melemah maka contol tension Erhardt+ Leimer load cell mengatur kecepatan motor AC melalui inverter.
Dalam 1 washing box terdiri dari bak air dan rol pader yang dipisahkan oleh sekat plat ada lubang untuk lewat kain. Kain sebelum di pres melalui rol expander dan di semprotkan air bersih. Air semprotan ini juga sebagai penambah air bak.
Dilengkapi oleh temperatur control unit terhubung langsung ke controling system sehingga seting temperatur keseluruh bagian bisa dari Touch Screen.
Washing Macine After Printing ini dalam penggunaan air sistem over flow. Pengisian air bisa dari setiap washing box namun sesudah penuh kran ditutup. Air mengalir dari Washing box paling akir dari grup 1 atau group 2.
Pada sa’at proses produksi pengisian air bersih dari bak paling akir di group tersebut dan melalui spray yang diarahkan ke pader. Air di bagian drum spray washing sirkulasi mengalir ke drum filter system untuk dibersihkan dari kotoran bulu-bulu kain.
Air yang sudah dibersihkan disemprotkan ke Drum spray washing dengan memantulkan ke dumper dan mengalir ke drum. Dua drum atas disemprotkan 8 unit nozel. Dengan demikian ada penghematan pemakaian air dan uap. Karena air panas tidak terbuang semua melainkan berdasarkan flow yang masuk.
e. Soaping Steamer ( 3 chamber, double layer of conveyor )

Kain terbuka dari washer box masuk ke ruang soaping Steamer dari depan ke belakang terlebih dahulu. Kemudian kain rayon premium, viscose turun ke net conveyor dan di semprotkan air panas bersabun. Kain bertumpuk rapi yang banyaknya tumpukan tergantung kecepatan mesin dan lamanya berada di dalam steamer.
Tumpukan kain di net conveyor bagian atas di semprotkan air panas dan bersabun berbentuk bilah air di 11 posisi dengan jarak tertentu. Net conveyor berjalan berlahan dan kain akan tersiram secara merata dan keseluruh kain rayon premium, viscose printing maupun dyeing.
Kain dari net conveyor atas turun ke net conveyor bawah dan di rendam air panas dan bersabun. Dengan demikian kain rayon premium, viscose menjadi rilek minim susut. Hal ini dapat di liht dengan lebar kain masuk dengan lebar kain keluar. Kain lebar 150 Cm keluar bisa hanya 148 -149 Cm.
Standar proses kain rayon premium, viscose dan katun di dalam steamer 12 sd 20 menit tergantung berat kain. Isi kain 1300 m pada berat 120 gram dan 600m berat kain 260 gram. Air sabun di panaskan pada temperatur 80 ⁰C – 90 ⁰C yang diatur oleh temperatur control unit.
Proses di dalam soaping steamer ini adalah membersihkan pasta warna dan warna dyeing yang tidak permanen di serat kain. Sehingga kain bersih dan tidak ada lunturan sama sekali bahkan dengan jalan dua kain ditumpukpun tidak melunturin kain satu sama lainnya.
Bagian soaping steamer di legkapi dengan drum filter system untuk pembersih air dari kotoran bulu-bulu kain dan warna yang melekat di bulu kain. Air panas dan bersabun mengalir ke drum filter system dan di saring. Air hasil saringan di pompa dan di lewatkan ke 11 pipa nozel ke dalam ruang soaping steamer. Air panas bersabun sirkulasi terus hal ini menghemat air, uap dan sabun. Air yang masuk 80 liter/jam di campur sabun 1.5 liter.
Di dalam Soaping Steamer ini proses memecah ketegangan kain menjadi rilek minim susut. Keluar dari soaping steamer, pasta dan warna yang tidak permanen sudah lepas. Tinggal proses berikutnya untuk mencuci dan membilas.
Di soaping steamer di lengkapi dengan auto dosing system.
Dibagian Saoping steamer memerlukan sabun sebagai pembersih hasil cucian kain rayon premium, viscose dan katun baik printing maupun dyeing. Untuk pengisian pertama menggunakan cara manual yaitu menuangkan obat kedalam air yang isinya 6000 liter. Sabun dan air di sirkulasi terus menerus sehingga air dan sabun homogen.
Untuk pengisian selanjutnya menggunakan auto dosing system dengan ukuran pemakaian gram / jam. Agar pemakaian sabun lebih akurat maka sabun di dicampur air denga skala 1 kg ( sabun ) : 80 liter ( air ). Pemakaian sabun tergantung resep yang diinginkan. Aliran sabun berjalan secara automatis dengan di pompa menggunakan dosing pump.
3. Cucian Bagian ke dua setelah Soaping Steamer
Pada bagian cucian kain rayon premium, kain viscose, kain katun printing dan dyeing ke dua ini tidak beda jauh dengan bagian cucian pertama. Bagian ini terdiri dari Drum spray washing dan 3 buah washing box dan tidak ada pembasah dan air ventilation.
a. Drum Spray Washing
Tidak ada perbedaan kontruksi drum spray washing di bagian washing pertama dibandingkan drum spray washing kedua. Yang membedakan hanya penggunaan panas air di dalamnya.
Temperatur air di drum spray washing kedua ini menggunakan temperatur lebih panas yaitu 70 ⁰C sementara bagian pertama air suhu ruang / normal. Hal ini karena yang di cuci beda kotoran yang terkandung di kain.
Pengaturan temperatur dari saluran pipa uap menggunakan system temperatur control otomatis. Drum spray washing bagian pertama mencuci kain yang masih mengandung pasta warna dan warna yang tidak permanen masih melekat di kain.
Di bagian washing ke dua hanya membersihkan air sabun dan warna yang tidak permanen dari soaping steamer.
Ketiga buah drum berdiameter 570 mm digerakan oleh AC motor menggunakan inverter. Di drum spray bagian kedua ini juga dilengkapi 1 set auto clean filter yang level air sirkulasinya sama dengan level paling bawah dan atas drum spray washing.
Air yang telah di saring di pompa dengan tekanan tinggi dan kapasitas besar di semprotkan melalui 8 jalur pipa yang dilengkapi nozel ke kain rayon premium, kain rayon viscose dan katun yang melewati 2 buah drum. Lubang nozel lebih besar dari lubang nozel tradisional, dengan tujuan tidak mudah mampet ketika ada kotoran yang melaluinya.
Semprotan air berbentuk bilah air dari hasil pantulan semprotan. Jumlah air yang bayak membuat hasil cucian bersih. Semprotan di pantulkan ke plat dan mengalir ke drum berbentuk bilah air yang merata. Besar tekanan semprotan dan aliran 120 ton / jam membuat pasta dan warna tidak permanen lepes dari kain rayon premium, kainrayon viscose dan katun.
Drum spray washer sama dengan cucian bagian pertama yaitu drum spray washing dipasang rol Load Cell. Load cell berfungsi mengontrol tegangan kain rayon premium, kain rayon viscose yang melewati bagian ini tidak sobek. Standard seting load cell 140 N memberikan sinyal ke inverter melalui PLC.
Untuk mengatur kecepatan motor rol di washing box. Juga ada limit tekanan baik minimalnya atau maksimalnya. Bila melewati batas yang di tentukan maka mesin akan stop secara otomatis. Jadi tegangan kain tetap terjaga dengan kondisi rilek.
Drum spray washing terdiri dari Padder yang di pisah oleh plat. Kain sebelum di pres melewati rol karet spiral dengan putaran berlawanan arah jalannya kain. Air bersih di semprotkan ke kain sebelum di pres dengan tekanan rendah / mengalir.
Semprotan air bersih ini sebagai air tambahan ke drum spray washing. Padder dipisah dengan bak tujuannya rol padder tidak ikut panas ketika air di dalam bak di panaskan dengan uap langsung. Air perasan padder masuk kembali ke bak dan sirkulasi ke drum filter system.
b. 3 Washing Box
Washing box pertama setelah drum spray washing, untuk membilas kain rayon premium, kain rayon viscose dengan air panas temperatu 50 ⁰C. untuk memastikan kandungan kotoran warna lebih bersih. Kemudian pada 2 washing box setelah membilas kain dengan air normal / temperatur ruang tanpa ada pemanas.
Sebelum di pres kain di semprotkan air bersih bertekanan rendah dan air tersebut sebagai air tambahan di washing box ini. Ada 6 rol bagian atas dan 7 rol bagian bawah. Ada 4 rol bagian atas di gerakan oleh 4 buah motor AC menggunakan inventer. Tension control menggunakan Erhardt+Leimer Load Cell dan Dancer roller.
Tension control Erhardt+Leimer Load Cell untuk mengatur mengimbangin kecepatan 4 buah rol. Sedangkan dancer roller untuk mengatur mengimbangin kecepatan Rol Padder. Keduanya mengatur kecepatan motor melalui inventer sehingga kain rayon premium tetap rilek.
Ada plat yang bisa di pindahkan untuk mengatur jalannya air berbentuk aliran Z, sehingga air tetap bergerak teratur searah. Plat pembatas yang mudah di angkat dan di pasang kembali agar mudah untuk membersihkan.
Satu set perangkat pemanas dengan sistem pengatur suhu otomatis. Sehingga temperatur air tetap terjaga sesuai dengan seting proses tersebut. Washing box ini juga terdiri dari 2 buah rol padder dengan 1 buah rol dilapis stainless 3 mm SUS304 dan 1 buah rol dilapis karet.
Sebelum rol padder di pasang rol spiral karet dengan putaran berlawanan arah kain. Agar kain tetap terbuka tanpa lipatan yang di arahkan dari tengah ke sisi kanan dan sisi kiri.
Washing Box kedua dan ketiga untuk membilas dengan air normal. Kontruksi sama dengan washing box pertama setelah drum spray washing. Cara kerjanya juga sama, hal ini bertujuan mendapatkan hasil cucian yang lebih bersih dengan kecepatan 100 m / menit.
Dipasang setiap washing box dipasang 1 set alat pemanas dengan system temperatur control otomatis terhubung langsung ke controling system sehingga seting temperatur keseluruh bagian bisa dari Touch Screen.
Washing Macine After Printing ini dalam penggunaan air sistem over flow. Pengisian air bisa dari setiap washing box namun sesudah penuh kran ditutup. Air mengalir dari Washing box paling akir dari grup 1 atau group 2.
Pada sa’at proses produksi pengisian air bersih dari bak paling akir di group tersebut juga setiap washing box sebelum padder disemprotkan air bersih dengan tekanan rendah mengenai kain rayon premium. Air di bagian drum spray washing sirkulasi mengalir ke 1 set auto clean filter untuk dibersihkan dari kotoran bulu-bulu kain.
Air yang sudah dibersihkan disemprotkan ke Drum spray washing dengan memantulkan ke dumper dan mengalir ke drum. Dua drum atas disemprotkan 8 unit nozel. Dengan demikian ada penghematan pemakaian air dan uap. Karena air panas tidak terbuang semua melainkan berdasarkan flow yang masuk.
4. Cylinder Dryer

Cylinder dryer ini ukurannya cukup besar yaitu diameter 800mm. Dengan 12 cylinder membutuhkan tekanan max uap 4 bar bisa jalan speed 100m/menit dan 70 meter/ menit untuk 2 layer kain. 12 Cylinder Dryer di Coating Teflon sehingga kotoran tidak menempel di cylinder.
Kotoran yang menempel ke cylinder dryer bisa menempel ke kain yang melewatinya. Akan terlihat mengenai warna warna muda yang sulit untuk dibersikan karena bisa menjadi permanen.
5. 2 unit Plaiter
Masing-asing plaiter di berikan 2 AC motor yaitu motor penarik dan motor ayunan. Kecepatan plaiter sudah di samakan tetapi bila terjadi kain kurang tarik maka ada tombol overfeed. Dua plaiter dimaksudkan untuk proses dengan kain 2 layer. Keluar dari dryer kain sudah di pisah ke 2 plaiter.
Kesimpulan proses washing machine after printing :
Bagian washing pertama adalah pencucian kain printing reaktif dan kain proses dyeing reaktif untuk menghilangkan pasta dan warna yang tiak permanen. Dari permukaan kain sampai di serat kain. Mesin ini di rancang untuk proses kain rayon premium yang rapuh ketika direndam air atau kain tipis yang tidak kuat oleh tarikan mesin.
Washing Machine ini disetiap wasging box menggunakan rol load cell untuk mengontol tegangan kain yang menghasikan sedikit tarikan/ tensionless, sehingga kain tidak mudah putus / sobek. Dengan demikian kain hasil proses washing minimal susut. Drum washer dengan semprotan berbentuk bilah air dengan aliran besar membuat kain lebih cepat bersih tanpa merusak kain rayon premium, viscose dan kain tipis lainnya.
Soaping steamer memecah kekakuan kain rayon premium printing menjadi rilek mengembalikan mendekati kontruksi awal. Menghilangkan kotoran pasta dan warna yang tidak permanen terlepas. Air yang disirkulasi dan di filter di setiap tahapan sepertibagian washing box, soaping steamer dan washing box bagian ke dua.
Dengan menggunakan auto clean filter, Air di drum spray washing lebih bersih hemat pemakaian air dan panas uap. Maka mesin ini benar di rancang lebih efisien dengan kecepatan produksi lebih tinggi dan bisa jalan 2 layer kain proses produksi printing raektif dan dyeing reaktif.
Dengan demikian proses washing after printing menjadi lebih cepat dan lebih bersih. Mesin ini juga sudah menggunakan control PLC. Controling system menjadikan mesin berjalan halus. Semua control untuk operasional dan seting dilakukan di layar sentuh. Layar dapat melihat semua kerja mesin. Dari seting, menjalakan, sampai problem. Hal ini untuk memudahkan operator menditeksi masalah.
VIII. PROSES FINISHING

Menghasikan produk yang berkualitas dan siap bersaing dipasaran maka proses finishing sangat menentukan. Proses produksi harus memenuhi yang di persyaratkan oleh pelanggan dan efisien sehingga bisa menjual harga yang lebih murah dari competitor. Meskipun demikian kualitas hasil finishing tetap hasil sebelum finish harus sudah bersih dari semua problem warna dan bersih dari sisa zat kimia lainnya.
Untuk meningkatkan kualitas produksi harus selalu berinovasi secara terus menerus / konsisten agar biaya proses lebih murah dan tidak harus menaikan harga jual. Karena harga jual sudah sulit untuk dinaikan.
- Ada dua proses finishing sbb:
a. Finishing cara Chemical.
-
- Proses seting finish chemical membentuk polimerisasi resin yang digunakan pada bahan. Resin finish berupa: pelembut, penebal agar kain terasa berisi, lembut dan tidak terkesan getas. Hasil proses finishing harus sempurna, sususnan serat kain tidak boleh miring maupun melengkung dan lebar harus sama. Serat kain katun, rayon dan lanya tetap lurus karena sudah dilengkapi dengan mesin wet straighttener.
- Finishing kain rayon dan katun berbeda dikarenakan karakter kain memang tidak sama. Kalau kain rayon harus lembut, lentur dan berisi. Kain katun halus tetapi sedikit kaku dan berisi. Jadi hasil finishing kain rayon dan katun pasti beda karena sifat dan asal bahan baku yang berbeda pula.
b. Finishing cara mekanis.
Finishing mekanis adalah lanjutan dari proses chemical. Tidak semua perusahaan mejalankan proses finishing secara mekanis. Finishing mekanis menggunakan mesin Sanforized dan Mesin Calender. Kedua mesin ini menghasikan efek yang berbeda.
Calendaer

Proses Calender dimaksudkan untuk memperoleh kain dengan permukaan rata, halus dan berkilau. Mesin kalender umumnya terdiri atas satu pasang rol (nip) atau lebih, dimana salah satunya harus lebih lunak dari yang lain. Rol ini disebut rol lunak dari bahan teplon dan satu rol lagi rol lagi dari bahan logam rata. Jumlah rol pada mesin kalender bervariasi dari dua hingga tujuh buah yang diatur sedemikian rupa untuk mendapatkan efek penyempurnaan yang bervariasi.
Diperusahaan ini hanya menggunakan 2 rol dan 3 rol dengan 1 rol logam. Rol logam memiliki permukaan licin dengan lubang dibagian tengahnya untuk pemanasan menggunakan aliran oli yang dipanaskan dari oil oleh mesin Thermal oil. Diameter pemukaan rol logam lebih kecil daripada rol lunak. Efek proses calender dapat bersifat sementara maupun tetap, tergantung dari jenis proses-proses penyempurnaan sebelumnya dan juga jenis serat dari kain yang dikerjakan.
Beberapa contoh efek calender dan proses penyempurnaan calender dapat dilihat pada gambar berikut :
Efek permukaan kain rata namun tidak begitu berkilau, benang-benangnya pun tidak begitu pipih, yang diperoleh dengan melewatkan kain diantara rol logam dengan rol teflon lunak dan menggunakan tempertur rendah 60 ⁰C.
Efek permukaan kain rata dan berkilau dengan benang-benang pipih, yang diperoleh jika kain dilewatkan pada semua rol kalender logam dan Teflon dengan temperatur 100 ⁰C.
Mesin Calender yang digunakan rol yang satu berputar lebih cepat dari yang lainnya. Biasanya kecepatan putar rol logam 1,5 hingga 2 kali putaran rol lunak. Kalender semacam ini disebut kalender friksi (frictioncalender. Peningkatan friksi akan menghasilkan kilau lebih tinggi lagi, tetapi kenampakan dan pegangan kain menjadi seperti kertas.
Untuk menghasikan produk yang berkualitas dan siap bersaing dipasaran maka diproses inilah yang sangat menentukan. Gabungan finishing chemicak dan menkanis akan menghasikan efek kain yang lebih lembut, empuk, rata, licin dan berkilau. Di perusahaan ini tidak melakukan proses finish menggunakan mesin Sanfores. Proses produksi dari proses awal sampai proses finishing menghasilkan produksi yang lembut, halus, efek strika, warna cerah, dipakainya adem dan nyaman.
Kualitas produksi dari perusahaan textile ternama ini sudah tidak diragukan lagi dikalagan textile. Harga murah dan kualitas tinggi. Ini semua karena dikelola oleh karyawan berpengalam dan professional di tunjang kelengkapan mesin berteknologi Eropa dan Asia. Untuk menghasilkan produksi yang lebih baik dan lebih efisien harus selalu berinovasi menuju kualitas dan efisien dalam produksi.
Keunggulan Produksi sbb:
Produksi Printing Kain Rayon:
- Warna cerah, proses kusus dipretreatment.
- Gambar tajam, akurasi gambar dan overlap kecil sekali.
- Lembut dan empuk, gloyor, sifat kain dan proses yang baik.
- Berisi dan tidak kaku, proses pretreatment yang sempurna dan finishing yang sempurna.
- Mengkilap, ada proses finishing chemical dan mekanis.
- Warna tidak luntur, jenis obat, cucian yang bersih, fiksasi sempurna dengan proses yang benar.
- Menyerap keringat, terbuat dari baham kayu diolah sedemikian rupa.
- Harga murah, kualitas terbaik.
Pemasaran Produk Kain Katun dan Rayon Printing Reaktif
Kain Murah jababeka sebagai distributor perusahaan tersebut merasa mendapatkan bahan yang lebih bagus dari sebelunya. Karena melihat perkembangan perusahaan yang selalu memperbarui mesin-mesin produksinya untuk meningkatkan Produktivitasnya. Hasil produksi pasti lebih baik dan lebih cepat mengejar trend pada masanya sebelum di banjiri oleh produk pabrik textile lain. Keterangan tersebut di atas adalah menunjukan bahwa dengan mesin yang modern ini dipastikan hasil lebih berkualitas.

“Kain Murah Jababeka “ Distributor kusus kain jablak katun dan kain rayon premiumdari perusahaan textile printing dan dyeing ternama yang di Kawasan Industri Jababeka. Toko “Kain Murah Jababeka” adalah sebagai Distributor dan toko yang melayani jual grosir maupun eceran kain katun dan rayon motif, kain katun dan rayon polos. Kualitas kain jablak yang kami jual sama dengan yang dijual ke Buyer.
Kami bisa menyediakan dengan jumlah banyak dan motif selalu terkini dan trend di musimnya. Bila ada yang membutuhkan serian kami siap melayani kebutuhan pembeli. Dan Kami bisa melayani motif yang pembeli inginkan dengan jumlah minimal 6000y / motif seri 4. Jumlah warna maksimal 6 warna. Bila ingin menambah warna maka kuantity harus nambah.

Kami melayani pembelian dari Cikarang dan seluruh Nusantara. Dengan demikian disetiap daerah mendapat bahan langsung dari daerah produsen kain printing dan polosan. Pusat textle terbanyak berada di wilayah Jawa Barat dan Jawa Tengah. Dengan demikian diluar wilayah tersebut pembeli daerah yang jauh dari wilayah produsen, harus melalui banyak distributor yang panjang sehingga harga jual ke pengguna lebih mahal.
Cara online inilah solusi masa kini. Perubahan ini tidak mudah diterima begitu saja, tapi kita harus merubah dari pola konfensional ke teknologi. Kami tidak mempunyai perwakilan di Kota Bekasi.
Pengiriman barang dari Daerah Kawasan Industri Jababeka Cikarang kabupaten Bekasi. Barang yang kami jual jenis kain rayon premium, kain rayon viscose murah dan berkualitas sebagai berikut:
- Jual kain rayon premium, viscose grosir maupun eceran.
- Jual kain rayon premium, viscose rol serian
- Jual kain jablak dan meteran.
- Jumlah motif banyak, semua motif yang ada sisa produksinya ( untuk jablak dan meteran ).
- Motif selalu up-to-date, karena pabrik tidak pernah menyisakan kelebihan produksi maupun reject pada sa’at itu juga.
- Kain utama yang di jual kain katun dan rayon
- Dijamin kualitasnya.
- Hasil produksi yang sudah tidak diragukan lagi di kalangan penjualan dan pembeli bahan textile. Tanah Abang, Tegal Gubuk, Tasikmalaya, Bandung, Bali dan lainnya.
- Melayani online dan offline.
- Melanani pengiriman aman dan samapi tujuan seluruh Nusantara. Pengiriman dari Cikarang Kabupaten Bekasi.
Untuk bahan seri adalah bahan berdasarka pesanan motif pilihan. Hasil kelebihan produksi / tidak seri / jablak ini adalah bahan yang sudah melalui proses inspeksi dengan standard kualitas yang sama. Kusus bahan jablak di dapat karena kuota yang diminta sudah tercukupi dan tidak mau menerima kelebihan itu maka lebihnya itu kami beli. Kami menjual kain rayon premium, viscose dan katun secara grosir maupun eceran paling murah di darah yang kami pasarkan dan kualitas terbaik.
Banyak hal yang membuat kami bisa menjual lebih murah dari toko lainnya. Salah satunya adalah mencetak langsung dari pabrik textile printing dan dyeing tanpa perantara. Jadi pada intinya kami mengurangi biaya distribusi dengan cara jual online langsung kepengguna seluruh wilayah Nusantara dan offline berada di Wilayah Kawasan Industri Jababeka Cikarang Kaupaten Bekasi.
Baca juga:
Mesin Printing Kain Tektile Jilong 0812 9434 564
Toko Kain Murah Jababeka adalah DISTRIBUTOR KAIN RAYON PREMIUM DI CIKARANG. Beralamat di Jln. Kancil 1 B 42 Cikarang Baru, Kel. Sertajaya, Kec. Cikarang Timur, Kabupaten Bekasi. Sugeng 0812 9434 564
{kind=link}
More from my site
 KAIN RAYON VISCOSE DI KOTA MADIUM 0812 9434 564
KAIN RAYON VISCOSE DI KOTA MADIUM 0812 9434 564 JUAL KAIN KATUN MOTIF MURAH DI KOTA TANJUNGPINANG 0812 9434 564
JUAL KAIN KATUN MOTIF MURAH DI KOTA TANJUNGPINANG 0812 9434 564 GROSIR KAIN KATUN DAN RAYON DI KOTA BEKASI 0812 9434 564
GROSIR KAIN KATUN DAN RAYON DI KOTA BEKASI 0812 9434 564 DISTRIBUTOR KAIN RAYON MOTIF DI KOTA BEKASI 0812 9434 564
DISTRIBUTOR KAIN RAYON MOTIF DI KOTA BEKASI 0812 9434 564 GROSIR KAIN KATUN DAN RAYON DI KLATEN 0812 9434 564
GROSIR KAIN KATUN DAN RAYON DI KLATEN 0812 9434 564 DISTRIBUTOR KAIN KATUN RAYON PREMIUM DI KOTA CILEGON 0812 9434 564
DISTRIBUTOR KAIN KATUN RAYON PREMIUM DI KOTA CILEGON 0812 9434 564