
PROSES FINISHING KAIN TEXTILE 0812 9434 564
Toko Kain Murah Jababeka sebagai distributor kain katun rayon printing dan dyeing memberikan gambaran PROSES FINISHING KAIN TEXTILE menggunakan mesin Calender.
Ada 2 proses finishing kain textile terutama pada kainjenis katun rayon yaitu proses finishing Chemical dan Mekanis. Proses seting finish chemical membentuk polimerisasi resin yang digunakan pada bahan textile woven. Resin finish berupa: pelembut, penebal agar kain terasa berisi, lembut dan tidak terkesan getas.

Hasil proses finishing harus sempurna, sususnan serat kain tidak boleh miring maupun melengkung dan lebar harus sama. Serat kain katun, kain rayon viscose dan lainnya tetap lurus karena sudah dilengkapi dengan mesin wet straightener.
Disini Toko Kain Murah Jababeka Cikarang Bekasi akan membahas Proses finishing mekanis menggunakan mesin Calender Kusters
Finishing cara mekanis.

Finishing mekanis adalah lanjutan dari proses chemical. Tidak semuap erusahaan mejalankan proses finishing secara mekanis. Finishing mekanis menggunakan mesin Sanforized dan Mesin Calender. Kedua mesin ini menghasikan efek yang berbeda.
PROSES FINISHING KAIN TEXTILE 0812 9434 564
Calendaer Kusters untuk Kain Woven

Mesin Calender terdidri dari beberapa bagiany aitu:
- Infeed
- RolCalender
- Plaiter dan Batcher
Penjelasan tiap-tiap bagian sebagai berikut:
-
Bagian Infeed Proses Finishing Textile terdiri dari:
a. Penegangkain
Berfungsi sebagai pengatur ketegangan kain yang masukke proses Calender. Kain masuk kemesin calendar bisa menggunakan rol batcher atau lori. Bila menggunakan rol batcher pengatur tegangan tidak perlu digunakan melainkan tegangan di atur dari rol batcher baik menggunakan break atau tali.
Bisa juga dari batcher di turunkan ke Jet screy kemudian di atur tenggangannya dengan pengatur tegangan kain. Ada juga kain dari dalam lori, maka dibutuhkan rol penegang.
b. Metal Detektor

Fungsinya untuk mendeteksi bila ada logam nempel di kain maka alat deteksi logam akan menghentikan mesin dan rol calendar membuka. Logam harus di cari dan dilepaskan dari kain. Kain yang membawa logam bisa merusak rol teplon, bahkan logam menancap di rol teplon.
Bila ini terjadi, logam yang nancap di teplon dan dipres dengan rol logam yang di crom stainless steel, kain akan berlubang terus menerus sepanjang keliling rol dan akan berulang dengan jarak yang sama sampai logam itu di cabut dari rol teplon.
Tidak hanya membuat kain bolong tetapi rol calendar logam yang di crom stailes steel yg rata, mengkilap dan licin menjadi cacat berupa bintik-bintik dipermukaan logam dan sekeliling logam. Jadi logam merusak kain, rol teplon dan rol logam.
c. Seam detector

Berfungsi untuk mendeteksi ada sambungan kain / jahitan kain yang akan masuk kerol calendar. Rol teplon membuka sedikit sebelum sambungan kain tersebut sampai dirol calendar dan menutup kembali setelah melewati rol calendar.
Sambungan kain / jahitan kain bila dipres bisa membuat rol teplon membekas / dekok. Bekas dekokan susah pulih kembali dan menghasilkan produksi bagian yang dekok tidak tercalender / tidak adaefek licin / mengkilap sehingga hasil produksi tidak sempurna.
d. Rol Spiral

Yaitu rol di buatl ekukan berbentuk sepiral dari tengah kekiri dan kanan. Rol spiral ini mengarahkan kain yang kusut melipat menjadi terbuka dari arah tengah kekiri dan kekanan.
Jadi ada 3 roldalam 1 tempatrolini. 2 rol spiral lebar dan kecil dan satu lagi rol polos untuk penegang kain agar kain tetap tegang sehingga kain membuka / tidak boleh ada lipatan sebelum masuk sampai di pres oleh rol calendar.
2. Rol Calender Proses Finishing Kain Textile
Rol Calender terdiri dari 2 rol atau lebih. Tapi saya bahas Mesin Calender yang menggunakan 2 rol saja yaitu rol logam licin dan mengkilap dengan rol lunak / rol teplon.
a. Rol Logam di lapis stainless Steel.
Oli Heat transfer dari Thermal oil masukke header yang ada di masing-masing mesin Calender. Dari header olidisirkulasi oleh pompa oli kusus untuk mesin calendar dan mengalir kedalam rol calendar di tengah lubang pipa rol logam dan kembali kejalur pipa kembalian ke header.
Temperatur control akan mengatur threeway valve arah buka dan arah tutup sesuai seting panas yang di kehendaki. Oli panas ini memanasi logam yang cukup tebal sehingga di butuhkan waktu yang lama bila di seting 200 ⁰C. Tetapi panas yang telah di capai akan lebih stabil dan tahan lama.
Temperatur control yang digunakan type yang mengaturbukanaik dan turun threeway valve secara halus yaitu akan bergerak 1˚C. Sehingga naik panasnya tidak kebablasan, yang berakibat panas rol calendar tidak stabil dan akan mengasilkan produk yang tidak standard.

Rol logam ini diputar menggunakan AC motor atau DC motor. Kecepatan produksi tergantung hasil yang di kehendaki. Kualitas di tentukan oleh diantanya adalah sebagai berikut: Hasil Finishing Chamical, Temperatur Calender, Tekanan Rol Calender kecepatan mesin.
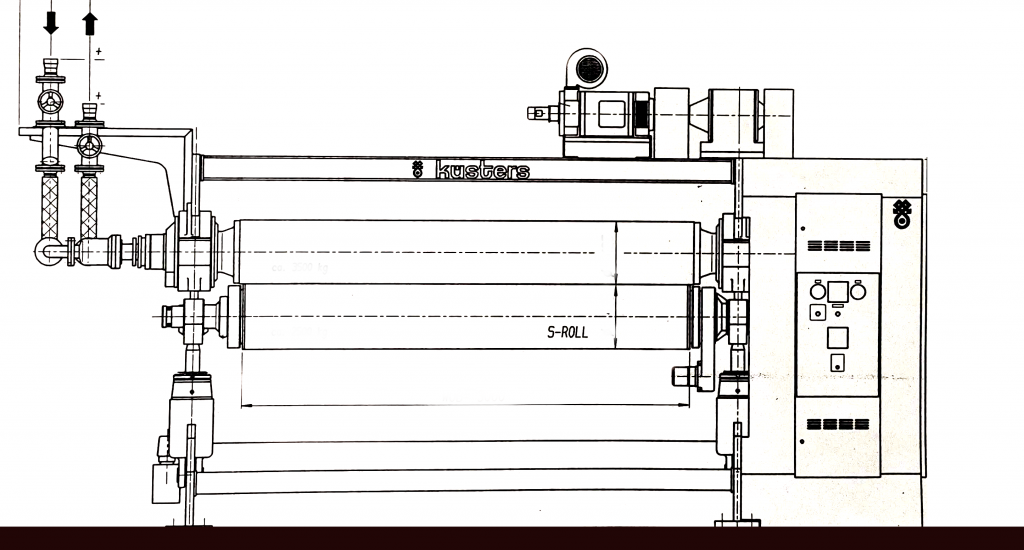
b. Rol Lunak Rol dari bahan teplon

Rol lunak dari bahan teplon untuk pres kain produksi dengan rol logam halus dan licin. Di bagian as rol teplon ada Swimming Roll ( S-Roll ). RolTeplon di masukan di sekeliling S-Roll yang diameter lubangasnya lebih besar sedikit dari diameter luar S-Roll.
Setengah lingkaran didalam swimming rol di masukan oli bertekanan dari pompa hydrolic. Setengah lingkaran oli bertekanan mengarah kerol logam. Pembatas didalam rol yang setengah yaitu oleh 2 seal sepanjang rol yang bertumpu pada as S-Roll.

Dua buah seal ini menahant ekanan oli agar oli bisa menekan diding rol menekan keluar dan diteruskan kerol teplon dan sampai kerol logam. Kelebihan tekanan oli keluar dari seal tersebut dan mengisi setengahnya yang kosong dan kembali ketanki pompah ydrolic.
Di dalam S-Roll pada bagian sisi kanan kiri juga di kasih seal antara as dan rol luar. Kekeuatan seal kanan kiri lebih kuat menahan tekanan oli di bandingkan dengan seal memanjang bagian setengah lingkaran rol, sehingga kelebihan tekanan oli mengarah ke 2 seal setengah lingkaran.
Untuk menekan Rol teplon kearah rol logam, As S-Roll kiri kanan di darong oleh Cylinder hidrolic ( FL ). Hasil tekanan S-Roll dapat diatur di ΔP. Bila tekanan oli di dalam S-Roll kurang maka tekanan rol tengah cekung sehingga bagian tengah tidak menyentuh rol logam ( ΔP ). Bila tekanan berlebihan maka tekanan S-Rol cembung sebingga hanya bagian tengah yang mengena ( ΔP ).
Tekanan yang syncron akan menghasilkan tekanan yang merata. Dapat di lihat di grafik untuk mengatur tekanans upaya dapat menghasilkan tekanan yang syncron. Selebar apa tekanan yang diinginkan bisa diatur melalui regulator lebar kain ( WB ).
Pada sa’at produksi atau sa’at S-Roll di pres ke rol logam, putaran S-Rol di gerakan oleh putaran Rol logam di karenakan ada tekanan berputar. Pada sa,at tidak produksi dan rol logam di jalankan dan tidak di press maka putaran S-Roll di gerakan oleh pompa hydrolic.
Pada sa’at produksi calendar panas maka rol teplon yang tidak kena kain harus di hembuskan angin agar rol teplon tidak panas. Panas merusak rol teplon yaitu retak-retak dan bisa pecah.
Besar kecil tekanan S-Roll dan temperatur rol logam menentukan hasil apa yang diinginkan. Halus, lembut, pipih mengkilap dan lembut tidak mengkilap. Hasil yang baikbuat produk kain rayon adalah lembut, empuk, rata licin dan terkesan lembab.
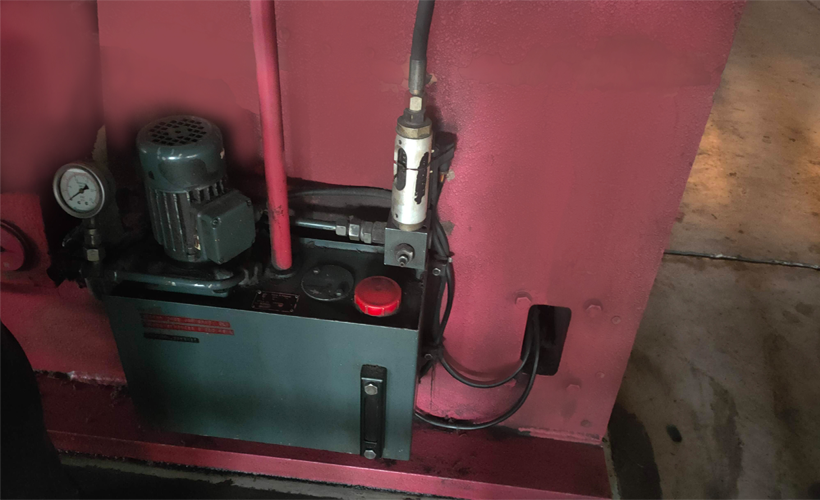
c. Pompa Oli Hydrolic
-
- Pompa Oli Pelumas Bearing
Pompa oli pelumas bearing S-Roll terdiri dari dua buah pompa oli terletak kiri dan kanan. Bagian kiri pompa oli di alirkan ke bearing S-Roll bagian kiri dan pompa oli bagian kanan untuk mengalirkan oli kebagian bearing sebelah kanan.
Aliran oli di control oleh flow switch berfungsi sebagai pengaman bila tidak ada atau kurang besar aliran oli ke bearing maka switch ini akan mematikan mesin.
-
- Pompa Hydrolic.
Pompa hydrolic mesin Calender Kusters ini didalam 1 unit terdiri dari dua pompa yang digerakan oleh 1 motor dengan as pompa yang sama.
-
- Pompa bagian atas
Pompa ini berkapasitas lebih besar yang digunakan untuk memompa oli ke S-Roll bagian dalam S-Roll. Besaran aliran di control oleh dua regulator. Regulator pertama sebagai safety / batas maksimum yang di perbolehkan agar seal bagian kanan kiri S-Roll tidak pecah, max 14 Bar. Regulator safety ini diset tetap / tidak di seting lagi bila takanan masih standard.
Regulator kedua adalah untuk mengatur besar kecilnya takanan S-Roll melalui ΔP dan dapat di lihat di pressure gauge. Atau diatur sinkron menggunakan FL dan dapat dilihat besar tekanan di pressure gauge.
Pada saat rol teplon belu di pres, seharusnya tidak ada aliran kedalam S-Roll kalaupun ada alirannya kecil sekali. Karena regulator kedua posisi katup membuka dan aliran oli kembali ketangki oli.
-
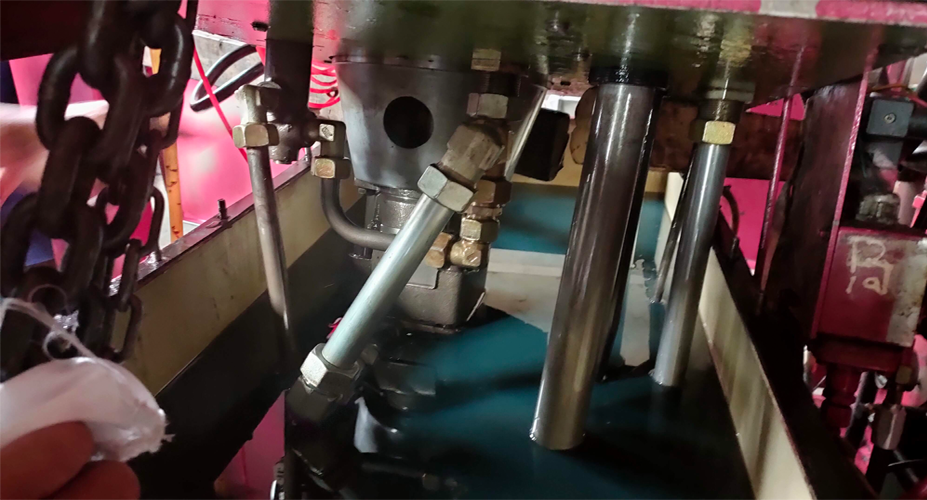
- Pompa bagian bawah
Pompa ini untuk menekan S-Roll ke roll logam melalui dua buah cylinder hydrolic. Besar tekanan tergantung hasil yang diinginkan atau FL nya kasih berapa bar. Pompa bagianb awah juga memutar S-Roll pada sa’at press dari Cylinder Hydrolic belum menekan S-Roll.
Kedua pompa jadi satu as yang di putar oleh satu motor ini tetap jalan ketika rol logam di jalankan. Pompa itu menggerakan putaran S-Roll dengan puraran rendah.
3. Batcher dan Plaiter

Menggunakan Batcher bila menginginkan keluar dari mesin calendar berupa gulungan kain di rol batcher. Dengan menggunakan batcher akan lebih mudah dan tidak makan tempat juga kapasitas lebih besar. Namun hasil dari proses calendar susah di control, untuk mengontrol harus stop terlebih dahulu.
Plaiter di tamping menggunakan lori dan bertumpuk tersusun lipatan kain. Hasil calendar setiap sa’at untuk melihat kualitasnya.
PROSES FINISHING KAIN TEXTILE 0812 9434 564
Proses Calender dimaksudkan untuk memperoleh kain dengan permukaan rata, halus dan berkilau. Mesin kalender umumnya terdiri atas satu pasang rol (nip) atau lebih, dimana salah satunya harus lebih lunak dari yang lain.
Rol ini disebut rol lunak dari bahan teplon dan satu rol lagi dari bahan logam rata mengkilap yaitu logam yang dilapisi / krom bahan stailees steel. Jumlah rol pada mesin calender bervariasi dari dua hingga tujuh buah yang diatur sedemikian rupa untuk mendapatkan efek penyempurnaan yang bervariasi.
Diperusahaan ini hanya menggunakan 2 rol dan 3 rol dengan 1 rol logam.Rol logam memiliki permukaan licin dengan lubang dibagian tengahnya untuk pemanasan menggunakan aliran oli dari mesin Thermal oil. Diameter pemukaan rol logam lebih kecil dari pada rol lunak. Efekhasil proses calender dapat bersifat sementara maupun tetap, tergantung dari jenis proses-proses penyempurnaan sebelumnya dan juga jenis serat dari kain yang dikerjakan.
Beberapa contoh efek calender dan proses penyempurnaan calender sebagaiberikut :
Efek permukaan kain rata namun tidak begitu berkilau, benang-benangnya pun tidak begitu pipih, yang diperoleh dengan melewatkan kain diantara rol logam dengan rol teflon lunak dan menggunakan tempertur rendah 60 ⁰C. Pada tekanan FL ….. Bar dan ΔP …. Bar. Lihat grafik

Mesin Calender yang digunakanrol yang satu berputar lebih cepat dari yang lainnya. Kalender semacam ini disebut kalender friksi (frictioncalender. Peningkatan friksi akan menghasilkan kilau lebih tinggi lagi, tetapi kenampakan dan pegangan kain menjadi seperti kertas.
Untuk menghasikan produk yang berkualitas dan siap bersaing dipasaran maka diproses inilah yang sangat menentukan. Gabungan finishing chemicak dan menkanis akan menghasikan efek kain yang lebih lembut, empuk, rata, licin, terasa lembab efek lilin dan berkilau. Di perusahaan ini tidak melakukan proses finish menggunakan mesin Sanforized kecuali permintaan tertentu.
Proses produksi dari proses awal sampai proses finishing menghasilkan produksi yang lembut, halus, efekstrika, warna cerah, dipakainya adem dan nyaman. Kualitas produksi dari perusahaan textile ternama ini sudah tidak diragukan lagi dikalagan textile.

Harga murah dan kualitas tinggi. Ini semua karena dikelola oleh Management yang baik, karyawan berpengalam dan professional di tunjang kelengkapan mesin berteknologi Eropa dan Asia. Untuk menghasilkan produksi yang lebih baik dan lebih efisien harus selalu berinovasi menuju kualitas dan efisien dalam produksi.
Baca juga:
Jual Kain Katun Dan Rayon Di Cikarang Timur
Toko Kain Murah Jababeka adalah JUAL KAIN RAYON VISCOSE PREMIUM MURAH . Beralamat di Jln. Kancil 1 B 42 Cikarang Baru, Kel. Sertajaya, Kec. Cikarang Timur, Kabupaten Bekasi. Sugeng 0812 9434 564
{kind=link}
More from my site
 HARGA KAIN RAYON VISCOSE TERMURAH DI KOTA PONTIANAK 0812 9434 564
HARGA KAIN RAYON VISCOSE TERMURAH DI KOTA PONTIANAK 0812 9434 564 DYEING PROCESS IN TEXTILE INDUSTRY WITH CPB 0812 9434 564
DYEING PROCESS IN TEXTILE INDUSTRY WITH CPB 0812 9434 564 WASHING MACHINE AFTER PRINTING LMH 634 HUB 0812 9434 564
WASHING MACHINE AFTER PRINTING LMH 634 HUB 0812 9434 564 Singeing and Desizing Process in Textile Printing Industry 0812 9434 564
Singeing and Desizing Process in Textile Printing Industry 0812 9434 564 JUAL KAIN KATUN RAYON MOTIF TERMURAH DI KOTA PALEMBANG 0812 9434 564
JUAL KAIN KATUN RAYON MOTIF TERMURAH DI KOTA PALEMBANG 0812 9434 564 JUAL KAIN KATUN RAYON MOTIF TERMURAH DI DEPOK 0812 9434 564
JUAL KAIN KATUN RAYON MOTIF TERMURAH DI DEPOK 0812 9434 564
Kenapa tampilan web saya nggak muncul